Метрическая резьба: таблица размеров, гост, шаги, диаметры
Содержание:
- Дюймовая резьба
- Виды дюймовых резьб
- Методика нарезания
- Метрическая резьба
- Применение метчика
- Основные параметры
- 2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
-
РЕЗЬБА МЕТРИЧЕСКАЯ
- Размеры в мм
- Стандартом предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075 до 8 мм.
- При выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
- Шаги, указанные в скобках, рекомендуется по возможности не применять.
- Примеры условного обозначения:
- 1. ГОСТ 24738-81 предусматриваются диаметры резьбы d до 640 мм.
- 2. При выборе диаметров 1-й ряд следует предпочитать 2-му.
- 3. ГОСТ 24739-81 предусматриваются диаметры резьбы dдо 140 мм.
- 1. Стандартом предусматриваются диаметры резьбы d до 200 мм.
- 2. При выборе диаметров 1-й ряд следует предпочитать 2-му.
- 2. Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей (патронов) одинаков.
- Размеры в мм
-
РЕЗЬБА МЕТРИЧЕСКАЯ
- Что такое резьба и ее виды
- Размеры труб в дюймах – как различать от размеров в миллиметрах
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Трубная цилиндрическая резьба
Дюймовая резьба
Дюймовая резьба имеет профиль в форме равнобедренного треугольника со значением угла 55°, что отличает ее от формы профиля метрической нарезки. Диаметры резьбы измеряются в дюймах. Шаг определяется в количестве витков на 1 дюйм длины резьбовой части изделия. В промышленности применяются резьбовые соединения с наружным диаметром от 3/16 до 4 дюймов с числом витков на один дюйм от 3 до 28. Этот тип нарезки широко применяется на деталях трубопроводов, а также на крепеже производства США, Великобритании и ряда других стран.
Также выпускаются изделия с конической дюймовой резьбой. Благодаря конической форме достигается улучшенная герметичность соединения, что позволяет не использовать уплотнительные элементы. Коническая дюймовая нарезка широко применяется при прокладке напорных трубопроводов малого диаметра в гидравлических системах.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Метрическая резьба
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Основные параметры
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).
Профиль резьбы
Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
- наружный;
- внутренний;
- средний;
- номинальный.
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.
Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
|
Номинальн. диаметр резьбы d |
Шаг Р |
|||
|
1 ряд |
2 ряд |
3 ряд |
крупный |
мелкий |
|
…2 |
— |
— |
0,40 |
0,25 |
|
— |
2,2 |
— |
0,45 |
0,25 |
|
2,5 |
— |
— |
0,45 |
0,35 |
|
3 |
— |
— |
0,50 |
0,35 |
|
— |
3,5 |
— |
0,60 |
0,35 |
|
4 |
— |
— |
0,70 |
0,5 |
|
— |
4,5 |
— |
0,75 |
0,5 |
|
5 |
— |
— |
0,80 |
0,5 |
|
— |
— |
5,5 |
— |
0,5 |
|
6 |
— |
— |
1,0 |
0,75;0,5 |
|
— |
— |
7,0 |
1,0 |
0,75;0,5 |
|
8 |
— |
— |
1,25 |
1,0;0,75;0,5 |
|
— |
— |
9,0 |
1,25 |
1,0;0,75;0,5 |
|
10 |
— |
— |
1,50 |
1,25;1,0;0,75;0,5 |
|
— |
— |
11,0 |
1,50 |
1,0;0,75;0,5 |
|
12 |
— |
— |
1,75 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
14,0 |
— |
2,0 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
— |
15,0 |
— |
1,5;1,0 |
|
16 |
— |
— |
2,0 |
1,5;1,0;0,75;0,5 |
|
— |
— |
17,0 |
— |
1,5;1,0 |
|
— |
18 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
20 |
— |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
— |
22 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
24 |
— |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
25 |
— |
2,0;1,5;1,0 |
|
— |
— |
26 |
— |
1,5 |
|
— |
27 |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
28 |
— |
2,0;1,5;1,0 |
|
30 |
— |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
32 |
— |
2,0;1,5 |
|
— |
33 |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
35 |
— |
1,5 |
|
36 |
— |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
38 |
— |
1,5 |
|
— |
39 |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
40 |
— |
3,0;2,0;1,5 |
|
42 |
— |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
45 |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
48 |
— |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
50 |
— |
3,0;2,0;1,5 |
|
— |
52 |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
55 |
— |
4,0;3,0;2,0;1,5 |
|
56 |
— |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
58 |
— |
4,0;3,0;2,0;1,5 |
|
— |
60 |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
62 |
— |
4,0;3,0;2,0;1,5 |
|
64 |
— |
— |
6,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
65… |
— |
4,0; 3,0;2,0;1,5 |
|
— |
68 |
— |
6 |
4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
70 |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
72 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
75 |
— |
4,0;3,0;2,0;1,5 |
|
— |
76 |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
78 |
— |
2,0 |
|
80 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
82 |
— |
2,0 |
|
90 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
— |
95 |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
100 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.
2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
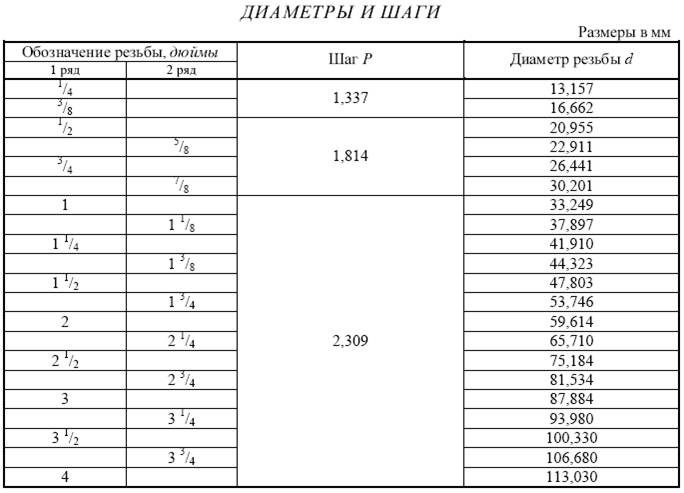
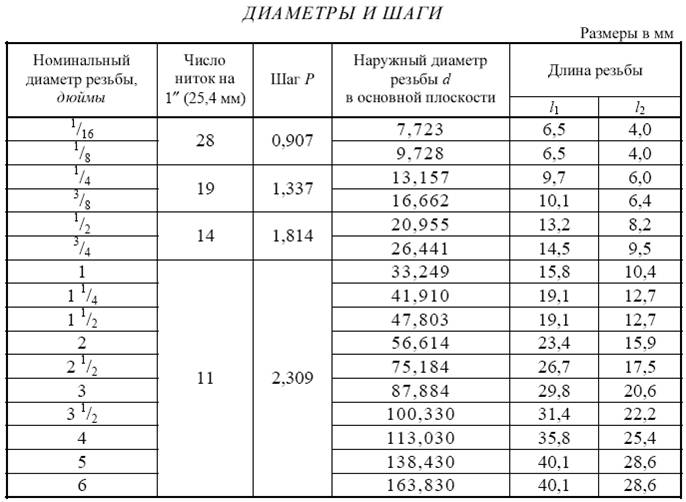
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
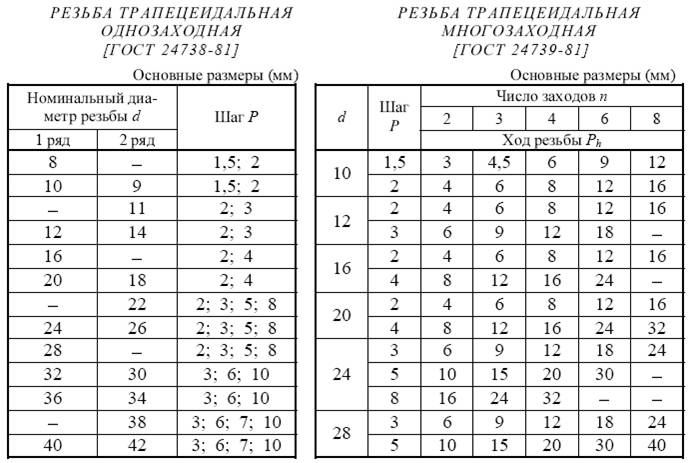
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
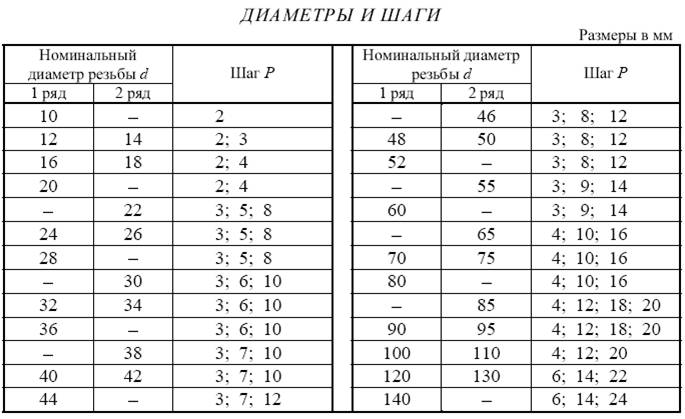
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
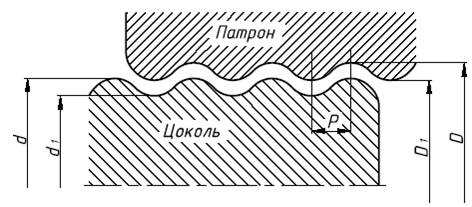

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Размеры труб в дюймах – как различать от размеров в миллиметрах
Важнейшими параметрами трубной продукции являются диаметры труб в дюймах и миллиметрах. Многие владельцы недвижимости сталкиваются с необходимостью замены трубопроводной системы и соответственно с поиском требуемых материалов. Качественную сборку можно обеспечить при условии, что диаметр трубы и размеры соединяющих элементов совпадают.
Размерные обозначения современных видов труб
При выборе необходимых изделий вне зависимости, из какого материала они изготовлены, следует учитывать ряд показателей:
Измерительные системы для труб
Существует два способа измерения, возникновение которых имеет исторические корни:
- имперская система – выражается в дюймах. В настоящее время ее применяют исключительно для водо- и газопроводных труб из стали и арматуры для обустройства водопроводных магистралей;
- метрическая система имеет следующие единицы измерения – миллиметры, сантиметры, метры. Ее применяют для всех других видов трубной продукции.
В случае стыковки трубопроводов, изготовленных из различных материалов, и возникают сложности в перерасчете в миллиметры и наоборот. Обыкновенный дюйм равен 25,4 миллиметра – его применяют для измерения диаметра внутреннего. Но имеется и особая единица измерения – это дюйм трубный, который составляет 33,249 миллиметра. Его особенность объясняется тем, что он включает в себя диаметр внутренний и толщину двух стенок. Исключением является водовод в ½ дюйма.
Отличия между метрической и дюймовой системой измерения
Визуально не будет сложно отличить дюймовую трубу от метрической. Для этого достаточно посмотреть на нитки резьбы. При этом разницу в градусах между витками невооруженным глазом заметить практически невозможно, поскольку у дюймового изделия она составляет 55, а у метрического – 60. Но не увидеть, что у трубы в один дюйм нити закруглены практически невозможно.
Чтобы измерить шаг резьбы можно применить специальный прибор, который называется резьбомер, но при его отсутствии подойдет обычная школьная линейка или любой другой измерительный прибор.
Метрические трубы измеряют только по внешним границам ниток, а дюймовые – исключительно по внутренней поверхности. Чтобы узнать размер трубы в дюймах и мм,
следует воспользоваться имперской или метрической системой измерения, каждая из которых в настоящее время востребована.
Перевод дюймовых размеров в метрические величины
При необходимости можно воспользоваться специальной справочной литературой, содержащей соответствующие таблицы. Например, в ГОСТе, регламентирующем параметры ВГП, имеются значения, как дюймового условного перехода, так и миллиметрового.
Так, если воспользоваться таблицей, то становится ясно, что размеры трубы дюймовой не будут равны 25,4 миллиметра. Условный проход – составит 25 миллиметров при наружном диаметре –33,6 миллиметра.
В самой удобной таблице содержится величина условного прохода трубы, выраженная в дюймах, ее внешний размер и эквивалентный диаметр в миллиметрах. Он соответствует дюймовой пропускной способности. Так стальной отрезок трубопровода в 1 дюйм можно соединить с полиэтиленовым изделием, у которого условный проход составляет 25 миллиметров.
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Какой диаметр отверстия сверлить под метрическую резьбу?
Рейтинг: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.








