Заклёпочное соединение
Содержание:
- Виды заклепочных швов
- Диаметр и длина
- Строение
- Заклепочные соединения. Достоинства и недостатки метода скрепления
- Неразъемные соединения
- Материал изготовления
- Виды соединений в зависимости от предназначения
- Расчет на прочность заклепочных соединений
- Сферы применения
- Соединение заклёпками
- Рекомендации по производству заклепочных соединений
- Заклепочник гармошка жабка принцип его применения
- ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
- Преимущества и недостатки
- Этапы работ
- § 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Диаметр и длина
Конечно, если речь идет о самостоятельном применении заклепок в домашних условиях, то обращение к ГОСТам будет излишним. Другое дело, если данный крепеж применяется на производстве. Регулирование размера вытяжных заклепок для создания неразрывных соединений обозначено в нормативах:
- ГОСТ Р ИСО 15974-2005 и ГОСТ Р ИСО 15973-2005 — госты на глухие заклепки;
- ГОСТ Р ИСО 15979-2017 — вытяжная заклепка стандартный бортик сталь/сталь;
- ГОСТ Р ИСО 15977-2017 — вытяжная заклепка стандартный бортик алюминий/сталь;
- ГОСТ Р ИСО 15980-2017 — вытяжная заклепка потайной бортик сталь/сталь;
- ГОСТ Р ИСО 15981-2017 — вытяжная заклепка стандартный бортик алюминий/ алюминий;
- ГОСТ Р ИСО 15978-2017 — вытяжная заклепка потайной бортик алюминий /сталь;
- ГОСТ Р ИСО 14488-2005 – описание стандарта для «слепых» заклепок.
Строение
Заклепочные соединения состоят из трех элементов:
- две части соединяемых деталей;
- заклепка.
Последний элемент помещается в специальные отверстия, которые расположены на краях соединяемых деталей.
Заклепка удерживает в необходимом положении детали. В этом случае закрепительный элемент имеет такое строение:
- тело;
- стержень;
- закладная головка – служит для формирования будущего изделия;
- замыкающая головка – образуется в процессе соединения двух элементов.
Для скрепления больших деталей используется огромное количество заклепок. В таком случае готовое соединение будет называться заклепочным швом.
Заклепочные соединения. Достоинства и недостатки метода скрепления
Среди положительных сторон выделяют:
- простое технологическое исполнение;
- способность соединять разнородные металлы;
- высокая надежность соединения;
- противодействует вибрационным и ударным нагрузкам.
Однако, как и у каждого соединения, имеются свои отрицательные стороны, среди которых выделяют следующее:
- чтобы создать заклепочное скрепление, необходимо затратить большое количество металла;
- требует существенных трудовых затрат;
- высокая стоимость;
- заклепочные соединения могут разрушаться из-за неправильного диаметра отверстий, которые находятся на краях изделий;
- в процессе эксплуатации герметичность соединения уменьшается.
Видов заклепочных соединений довольно много, так как каждый из них применяется в определенной отрасли.
Неразъемные соединения
Из названия понятно, что речь идет о сборке узлов, демонтаж которых без повреждения деталей невозможен. Существует несколько видов неразъемных соединений, это склейка, сварка, спайка стыков, фиксация деталей с помощью клепок или в процессе формовки, запрессовки, вальцовки, кернения.
Разработан ГОСТ 2.313-82, регламентирующий обозначение всех видов неразъемных соединений в технической документации, на чертежах. Указываются требования к швам, положение, размеры стыков и другие параметры.
Сварные
Сварка – процесс термического или пластического воздействия для получения надежного сцепления заготовок. Основные виды сварки:
- ручная дуговая на воздухе или с использованием защитного газа (формируется облако над ванной расплава);
- автоматическая;
- полуавтоматическая;
- газовая;
- контактная;
- плазменная;
- лазерная.
Части узла соединяют встык, под углом, внахлест, торцами, по типу тавра, можно делать изделия сложной формы. Швы бывают односторонние и двухсторонние, прерывные и непрерывные. Возможно формирование горизонтальных (ровных) швов, вогнутых и с шовным валиком.
Сварное соединение
Плюсы сварки:
- универсальность;
- прочность, образуется диффузный слой, выдерживающий большую нагрузку, давление;
- можно добиться герметичности стыков;
- ремонтопригодность.
Недостатками считают:
- возможное коробление из-за внутренних напряжений в зоне термического воздействия;
- необходимость внутреннего контроля шва (не все дефекты видимы);
- ограниченная надежность, зависит от физико-химических характеристик сплавов.
Паяные
К категории неразъемных соединений относятся паяные, они используются в приборостроении, электронике, электротехнике, теплоэнергетике (выпускают паяные радиаторы). Связь образуется за счет расплава присадки, которая заполняет зазор между деталями. Припои с низкой температурой плавления при точечном термическом воздействии разогреваются. Остальные элементы, подвергающиеся спаиванию, не меняют своих физических свойств, не оплавляются. Методом пайки получают соединения встык, внахлест, телескопические, тавровые, сотовые конструкции.
Процесс создания паяного соединения
Плюсы паяных неразъемных соединений:
- можно соединять элементы из разных сплавов;
- не возникает внутренних напряжений в соединяемых элементах;
- тонкостенные заготовки не успевают деформироваться от термовоздействия;
- расплавленный припой легко проникает в труднодоступные места;
- швы устойчивы к коррозии;
- получаются герметичные соединения.
Теперь о недостатках пайки:
- невысокая прочность;
- поверхность необходимо тщательно очищать, в ряде случаев протравливать.
Припои делятся:
- на низкотемпературные (например, свинец);
- среднетемпературные или мягкие (оловянные);
- твердые (медесодержащие сплавы).
Температура плавления припоя всегда ниже, чем у элементов, которые соединяют пайкой. При необходимости для удаления пленки окислов используют твердые, газообразные, жидкие флюсы.
Материал изготовления
Устойчивость, надежность, прочность заклепочного соединения определяются в значительной степени материалом заклепки. Также от него зависит удобство и эффективность монтажа, необходимость применения дополнительного инструмента или оборудования. В большинстве случаев для изготовления заклепок используют низкоуглеродистые марки стали, медь, алюминий, некоторые другие виды цветных металлов и сплавов.
Учитывая особенности заклепочных соединений, материал заклепки должен отвечать таким основным требованиям:
- достаточный уровень пластичности для выполнения клепки;
- сопоставимый коэффициент температурного расширения с материалов соединяемых элементов — позволяет исключить возникновение дополнительных напряжений, которые приводят к износу и разрушению соединительного узла;
- однородный химический состав с материалов соединяемых деталей (сталь-сталь, алюминий-алюминий, медь-медь и т. д.) — предотвращает образование гальванических токов, которые приводят к интенсивной коррозии металлов.
Правильный подбор материала заклепки, наряду с соблюдением технологии монтажа и подбором размерных характеристик крепежа, является важным условием долговечности и надежности соединения.
Материал прямо влияет на технологию монтажа заклепочных соединений. Клепка с применением стальных заклепок диаметром не более 10 мм, а также крепежных элементов из меди, алюминия, латуни, других легких сплавов производится холодным способом. Монтаж соединений из стальных заклепок диаметром свыше 10 мм выполняют горячим способом, чтобы добиться нужной пластичности металла.
Виды соединений в зависимости от предназначения
Участок, где соединяются детали с помощью заклепок, называется так: заклепочный шов. В зависимости от сферы применения и особенностей конструкции заклепочные швы подразделяются на следующие виды:
- швы прочные. Их повышенная прочность обеспечивается за счет формирования нескольких рядов заклепок. Такие швы обычно используются при клепке мостовых сооружений, колонн – опор фронтонов, линейных элементов несущих конструкций – балок, и т.д.;
- швы плотные. На их основе создаются герметичные конструкции (например, резервуары для жидкостей), работающие при небольших внешних нагрузках. Соединения с этим швом выполняют, как правило, методом холодной клепки. Его герметичность обеспечивается путем применения бумажных или тканевых прокладок, предварительно пропитанных олифой либо таким химически стойким веществом, как сурик. Еще один вариант – выполнение подчеканки шва;
- швы прочноплотные. Формируются при клепке отдельных компонентов паровых котлов, емкостей, сосудов, трубопроводов, работающих под относительно большим давлением. Метод выполнения прочноплотных швов – горячая клепка. Для этого применяются клепальные машины, как стационарные, так и переносные. Завершающий этап такой технологии предусматривает подчеканку краев пластин и головок заклепок.
Расчет на прочность заклепочных соединений
Основным критерием работоспособности клепаных соединений – прочность, причем при расчетах предполагается, что напряжения в сечениях распределены равномерно.
Обычно клепаные соединения нагружены силами, действующими параллельно плоскости контакта соединяемых деталей, поэтому разрушение соединения может произойти в результате следующих причин:
- срез заклепок по сечению 1–1 под действием касательных напряжений (рис. 4, а);
- смятие отверстий соединяемых деталей и заклепок под действием сил, вызывающих напряжения смятия (рис. 4, а), в результате чего оси заклепок перекашиваются, возникает внецентровое растяжение, и может произойти отрыв головок от стержня;
- разрыв соединяемой детали по сечению, ослабленному отверстиями под заклепки (рис. 4, б);
- срез соединяемых деталей по двум сечениям 2–2 (рис. 4, б). В результате процесса клепки стержень заклепки осаживается (укорачивается и увеличивается в диаметре), в результате материал заклепки заполняет отверстие.
Рис. 4. Схема действия сил в заклепочном соединении
Поэтому расчет соединения ведут по диаметру d 0 отверстия под заклепку. При этом предполагается, что нагрузка F распределяется между заклепками шва равномерно. Сила трения, возникающая между склепанными деталями, в расчете на прочность не учитывается.
В соединении внахлестку (рис. 4) внешняя сила F образует пару сил, моментом которой, из-за малой толщины δ склепываемых листов, пренебрегаем.
Тогда расчет на прочность клепаного соединения будет состоять:
1. Из расчета прочности заклепок на срез по сечению 1–1 (рис. 4, а)
где Аср = 0,25iπd ; i – число плоскостей среза; А – площадь среза заклепки; m – число заклепок шва при симметрично действующей нагрузке m ≥ F/(Aср[τср]).
2. Из расчета прочности соединения на смятие боковой поверхности заклепок и стенок отверстий соединяемых деталей (рис. 4, а)
где Aсм = dδmin; δmin – меньшая толщина из соединяемых деталей (высота проекции стержня заклепки), число отверстий в опасном сечении листа.
3. Из расчета прочности соединяемых деталей на растяжение (разрыв) по сечению 1–1 (рис. 4, б), ослабленному отверстиями под заклепки
где Ap = (b – dm)δmin – расчетная площадь в опасном сечении листа.
4. Из расчета прочности соединяемых деталей на срез заклепками по сечению 2–2 (рис. 4, б)
где A‘ср = 2(е – dm/2)δmin (здесь длина е сечения 2–2, уменьшенная на d/2, так как вначале материал сминается на эту величину, и лишь затем происходит срез).
Рекомендуемые значения допускаемых напряжений приведены в табл. 2.
Таблица 2. Рекомендуемые значения допускаемых напряжений в заклепочном соединении
| Компонент шва | Вид
допускаемых напряжений |
Способ
изготовления отверстий |
Значения допускаемых
напряжений, МПа |
|
| Ст2, Ст10кп | Ст3, Ст20кп | |||
| Детали конструкции | Растяжение[σр], | 140 | 160 | |
| Срез[ τср] | 90 | 100 | ||
| Смятие [σсм] | 210 | 240 | ||
| Заклепки | Срез[ τср] | Пробивка | 100 | 100 |
| Сверление | 140 | 140 | ||
| Смятие [σсм] | Пробивка | 240 | 280 | |
| Сверление | 280 | 320 | ||
| Примечание. Для латуни и дюралюминия — допускаемые значения напряжений для Ст3/(1,5…2) |
Пример. Нахлесточное заклепочное соединение двух полос из дюралюминия b х δ = 350х12 мм с приложенной силой F = 250 кН.
Вычисление
Диаметр заклепок
d ≈ (1,8…2,2)δmin = (1,8…2,2)•12 = 21,6…26,4 мм.
По табл. 1 выбираем d = 25 мм и d0 = 26 мм. Допускаемые напряжения по табл. 2 с учетом примечания:
металл [σр] = 160/2 = 80 МПа; заклепки [σсм] = 320/2 = 160 МПа;
= 140/2 = 70 МПа, при сверленых отверстиях.
Количество заклепок:
m ≥ F/(Aср[τср]m). Аср = mπd2 /4 = 1•3,14•262 /4;
m ≥ 250/(1•3,14•262/4)•70 = 7,9.
Прочность на смятие:
σсм = F/(Aсмm) ≤ [σсм];
m ≥ F/(Aср[σсм]) = 250/(1•3,14•262 /4)•160 = 5,01.
Принимаем 8 заклепок.
Основные параметры заклепочного шва: шаг заклепок
t ≈ (3…6)d = (3…6)25 = 75…150 мм;
при b = 350 мм можно разместить в ряду 3 заклепки при р = 115 мм;
расстояние от края листа до центра заклепки a ≈ (1,5…2)d = (1,5…2)25 = 37,5…50 мм;
расстояние между рядами, расположенными в шахматном порядке,
t ≈ (2…3)d = (2…3)26 = 52…78 мм;
проверка соединяемых листов на растяжение в опасном сечении при m = 3
σр = F/(b – dm)δmin = 250/(350 – 26•3)12 = 76,5 МПа ≤ [σр] = 80 МПа, что приемлемо.
Сферы применения
До появления высококачественной сварки заклепочное соединение деталей было широко распространено. В настоящее время оно используется в некоторых областях техники. Заклепочные соединения деталей применяют при строительстве самолетов, кораблей, подводных лодок, а также для различных высокоточных приборов. Кроме того, заклепками пользуются при соединении строительных элементов, таких так двутавр, швеллер, уголок.
Они помогают выдерживать переменные вибрационные нагрузки. Заклепочные соединения применяют для объединения различных видов материала. Например, для скрепления изделий из чугунного сплава с алюминиевым листом.
Соединение заклёпками
Соединить детали из листового металла в изделие можно с помощью заклёпок, фальцевым швом, пайкой, сваркой и другими способами. В учебных мастерских учащиеся выполняют соединение деталей первыми двумя способами (рис. 144).
Рис. 144. Примеры соединения деталей из тонколистового металла: 1 — заклёпочное соединение; 2 — фальцевый шов
Заклёпка — крепёжная деталь из мягкой стали, меди или алюминия. Она состоит из закладной головки, стержня и замыкающей головки. Заклёпки бывают с полукруглой головкой (рис. 145, а), полупотайной (рис. 145, б), потайной (рис. 145, в); трубчатые (рис. 145, г) и др. Диаметр заклёпки зависит от толщины соединяемых деталей.
Рис. 145. Виды заклёпок: а — с полукруглой головкой; б — с полупотайной головкой; в — с потайной головкой; г — трубчатая
Чтобы соединить детали заклёпками, сначала размечают и накернивают в деталях центры будущих отверстий. После чего сверлят отверстия дрелью или на сверлильном станке. Часто сверление выполняют одновременно в двух деталях, скрепив их струбциной (рис. 146) или в тисках.
Рис. 146. Сверление отверстий под заклёпку: 1 — шпиндель сверлильного станка; 2 — детали; 3 — деревянный брусок; 4 — стол станка; 5 — струбцина
Диаметр отверстия D должен быть на 0,1…0,2 мм больше, чем диаметр стержня заклёпки d (рис. 147, а).
Рис. 147. Последовательность получения заклёпочного соединения: а — подготовка отверстия под заклёпку; б — размещение заклёпки в отверстии; в — осаживание деталей: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — натяжка
После этого заклёпку устанавливают в отверстие, причём стержень заклёпки должен выступать над поверхностью детали на (1,3…1,6) х d (рис. 147, б). Закладную головку заклёпки (рис. 147, в) помещают в выемку металлического бруска, называемого поддержкой. Головку прижимают специальным инструментом — патяжкой и ударами молотка по натяжке осаживают (сближают) детали одну с другой.
Затем ударами молотка расклёпывают замыкающую головку (рис. 148, а) и придают ей правильную форму с помощью специального инструмента — обжимки (рис. 148, б). Этот инструмент имеет на рабочей части лунку, совпадающую с формой будущей замыкающей головки заклёпки.
Рис. 148. Формирование головки заклёпки: а — молотком; б — обжимкой: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — обжимка
При выполнении всех перечисленных операций соединяемые детали должны быть плотно прижаты одна к другой, например струбциной. Иначе при ударах молотком заклёпки согнутся, и заклёпочное соединение не получится.
Детали из листовой пластмассы соединяют между собой или с деталями из листового металла также с помощью заклёпок. Для соединения тонких пластмассовых листов (толщиной 0,8…1,3 мм), кожи, толстых тканей трубчатыми заклёпками диаметром 4 мм можно использовать универсальные щипцы-пробойник (рис. 149). Этот инструмент позволяет также пробивать отверстия в коже и толстых тканях диаметром 2,5…4 мм.
Рис. 149. Универсальные щипцы-пробойник
Заклёпочные соединения применяют в авиастроении, при постройке кораблей и мостов, соединении деталей металлической посуды.
Рекомендации по производству заклепочных соединений
Данные правила изготовления соединения были разработаны высококвалифицированными специалистами. Они были выявлены в результате многолетних испытаний в лаборатории, а также в процессе эксплуатации соединения. Итак, среди них выделяют:
1. Соединительные детали и заклепки должны быть выполнены из прочного однородного материала.
2. Заклепки должны обеспечивать маленькое значение ослабление между деталями. Для этого, как правило, использую шахматный способ закрепления.
3. Следует избегать появления изгиба основных конструктивных элементов. Для этого заклепки располагают по той оси, которая проходит через центр соединенных элементов.
4. На одном заклепочном соединении нельзя применять элементы, которые имеют разный диаметр.
5. Чтобы избежать поворота соединяемых деталей, количество заклепок должно быть не менее двух.
6. Количество элементов на одной стороне должно быть не больше трех. При увеличении данного показателя прочность изделия будет снижаться.
7. При стыковом соединении необходимо использовать больше заклепок по сравнению с соединением внахлест.
8. Необходимо обеспечить герметичность. Для этого в местах заклепки наносят специальный клей или краску, которые получаются с помощью газопламенного напыления.
9. После закрепления деталей проводят проверку.
10. Количество заклепок зависит от разработанного проекта заклепочного соединения.
Такое соединение не очень распространено в наше время. Его практически полностью вытеснила сварка.
Однако его используют при производстве самолетов, кораблей, а также некоторых приборов. Основными преимуществами являются высокая прочность готового соединения и легкий монтаж. Однако, чтобы его использовать, необходимо затратить существенное количество металла. Поэтому такой вид соединения является дорогим и трудоемким.
Заклепочник гармошка жабка принцип его применения
Принцип работы заклепочника гармошки достаточно простой и незамысловатый
При его использовании важно учитывать, что для склепывания должно быть достаточно свободного места. Длина инструмента в разжатом положении достигает 80 см
Принцип применения инструмента следующий:
- Для начала необходимо установить в прибор заклепку шпилькой внутрь
- Полностью разжать рукоятку
- Установить заклепку в отверстие
- Произвести сжатие механизма в виде гармошки
- Извлечь из патрона инструмента оставшуюся шпильку
Подробное видео описание ниже.
Достоинство жабки в том, что оператору необходимо меньше прилагать усилия, чем при работе с инструментом, имеющий одну подвижную и неподвижную рукоятку.
ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Заклепочные соединения применяют в конструкциях, воспринимающих большие вибрационные и повторные нагрузки, при небольших толщинах соединяемых деталей, а также для соединения деталей из несвариваемых материалов и не допускающих сварку из-за коробления или отпуска термообразных деталей.
Данный способ соединения наиболее эффективен применительно к листовому и профильному прокату. Причем в ряде случаев этот вид соединения является единственно возможным.
В современной промышленности неразъемные соединения деталей обычно выполняются сваркой, пайкой, клепкой, склеиванием. Каждый из этих процессов обладает своими достоинствами и недостатками. Наиболее широко распространена сварка. Однако сваркой не всегда можно соединять разнородные металлы и металлы с покрытием, при сварки происходит коробление соединяемых деталей, сварочные швы чувствительны к переменным нагрузкам, а термическое влияние сварного шва ослабляет прочность деталей. Эти недостатки сварки успешно преодолеваются новейшим способом скрепления материалов — односторонней клепкой.
ПРЕИМУЩЕСТВА ОДНОСТОРОННЕЙ КЛЕПКИ
- Низкая трудоёмкость.
- Простота в использовании и монтаже.
- Высокое качество соединения.
- Несложное техническое обслуживание.
- Возможность установки подготовленных (окрашенных или с покрытием) деталей и сборок.
- Возможность установки при доступе только с одной стороны.
- Высокая степень автоматизации.
ОБЛАСТИ ПРИМЕНЕНИЯ
- Автомобилестроение и автосервис.
- Транспортное строительство.
- Авиастроение.
- Климатическая техника и вентиляция.
- Мебельная промышленность.
- Строительство и монтаж различных сооружений и конструкций.
- Электротехническая промышленность и электроника.
- Пищевая промышленность.
- Машиностроение.
- Производство потребительских товаров и т.д.
Преимущества и недостатки
Высокий потребительский спрос на вытяжные заклёпки обусловлен рядом неоспоримых достоинств этих метизов.
- Простота установки обусловлена необходимостью доступа к соединению только с лицевой стороны. Это выгодно отличает данные метизы от резьбовых гаек, для монтажа которых нужен доступ с обеих сторон. Кроме того, крепления с резьбой имеют свойство со временем откручиваться и ослаблять соединение.
- Низкая стоимость вытяжных заклёпок позволяет сформировать надёжное и долговечное крепление, не экономя при этом на материале.
- Широкий сортамент типоразмеров значительно облегчает выбор крепёжных элементов.
- Способность соединять разные по структуре и свойствам материалы значительно расширяет сферу применения метизов.
- Высокая прочность и долговечность соединения. При соблюдении правил установки и бережной эксплуатации срок службы заклёпок равен, а иногда и превышает срок службы скрепляемых деталей.
К недостаткам относят необходимость предварительного засверливания, неразборность соединения и приложение существенных усилий при клепании ручным способом. Кроме того, модели имеют одноразовое предназначение и не могут использоваться повторно.
Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости
Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
§ 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
Рис. 285. Внешний вид заклепочных швов
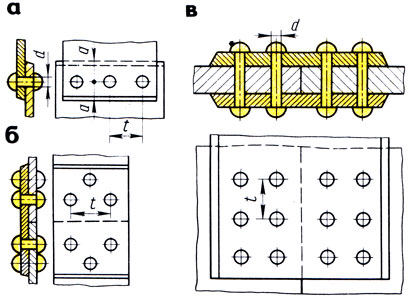 Рис. 286. Заклепочные швы: а — нахпесточный, б — стыковой, в — с двумя накладками
Рис. 286. Заклепочные швы: а — нахпесточный, б — стыковой, в — с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 — 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.








