Полуавтоматы для сварки
Содержание:
- Применение
- Правила безопасности
- Принцип работы
- Особенности механизма подачи проволоки
- Плюсы и минусы
- Общая информация
- Как подготовить аппарат и провести сварку своими руками?
- Виды сварочного аппарата полуавтомата
- Устройство полуавтомата
- Важность понимания процесса
- Принцип работы полуавтомата
- Подогреватель
- Устройство сварочного аппарата
- Критерии выбора полуавтомата
- Характерные особенности
- Порядок подключения к сети и запуск в работу
- Нужен выпрямитель или инвертор?
- Принцип технологии
- Принцип работы сварочного полуавтомата
- Принцип работы
- Выбор в зависимости от предполагаемых задач
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.
- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство
Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Как подготовить аппарат и провести сварку своими руками?
Чтобы работа со сварочным автоматом была безопасной, необходимо правильно подготовить агрегат к работе.
Схема действий включает подготовку поверхности материала, на который нужно наложить шов.
Поверхность детали автомобиля, труб или нержавейки следует очистить от мусора, грязи, удалить масло, влагу, ржавчину.
При выполнении этих операций нужно пользоваться тряпочкой, щеткой для металла.
Очищенную поверхность из меди, титана, стали необходимо обезжирить, протравить. На видео можно посмотреть, как правильно подготовить поверхность.
Видео:
При работе полуавтоматом важна правильная настройка агрегата, расход, скорость подачи проволоки. Схема действий описана ниже.
Проверить заземление агрегата. Техника обязательно должна быть присоединена к проводнику заземления.
Проверить напряжение, которое есть в данный момент в сети, так как некоторые модели негативно воспринимают отклонения напряжения от нормы, скорость подачи проволоки будет снижена.
Установить режим агрегата. Производители выпускают полуавтоматы, имеющие большое количество настроек. Они дают возможность подобрать индивидуальный режим работы для разных металлов.
Настроить горелку и механизм с проволокой. Если этого не сделать, то процесс сваривания пройдет с ошибками, что вызовет брак в работе, большой расход материалов, неправильную скорость подачи.
Проволока также должна быть качественной, поэтому ее необходимо проверить на предмет различных повреждений, вмятин.
Чтобы правильно провести сварочные работы самостоятельно, без привлечения профессиональных сварщиков, должна быть изучена схема, просмотрено видео, после чего нужно выполнить такие этапы:
- Подобрать необходимый сварочный ток, скорость подачи, давление, расход проволоки, выбрать необходимый режим. Как правило, к каждой модели сварочного полуавтомата дается инструкция, схема. При выборе параметров следует руководствоваться ее данными;
- После настройки режима, техника должна сделать пробную сварку. Для этого производится шов на пробном куске толстого или тонкого металла, изделии из меди, титана, стали. Если будет необходимость, то выбранные параметры стоит откорректировать: давление, скорость, мощность. Если полуавтомат настроен, как рекомендует схема и стандарты ГОСТ, то дуга будет устойчивой и операцию можно выполнять на детали автомобиля, на поверхности труб;
- Переключить механизм подачи проволоки в позицию «пуск» и подать флюс;
- Держатель нужно поставить в таком положении, чтобы его наконечник поместился в сварочную зону;
- Вместе с нажатием кнопки «пуск» нужно чиркать в месте соединения, после этих действий должна загореться дуга.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.
По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.

Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.

Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.

Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.

Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Важность понимания процесса
Одного понимания обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Принцип работы полуавтомата
Электродуговая сварка металлов ведется с проволокой, играющей роль плавкого электрода. Она постоянно подается в обрабатываемую область. Удерживают длину дуги и ведут горелку вдоль соединения вручную. При работе в защитном облаке на соответствующей аппаратуре настраивают расход газа. Клапан сварочного агрегата открывается автоматически.
Электродуговая сварка ведется с проволокой.
Перед попаданием в сварочную ванну проволока выводится через отверстие в насадке, находящейся под напряжением. Между рабочей частью горелки и деталью появляется дуга. Материал расплавляется и образует шов. Благодаря соплу формируется защитное газовое облако нужной плотности и формы. Газ выводится через рассеиватель, установленный в месте фиксации наконечника. Такой принцип работы сварочного полуавтомата помогает получать равномерное, прочное сварное соединение.
Подогреватель
При сварке металла более толстого, чем автомобильный кузов,
приходится устанавливать повышенный расход защитного газа.
Углекислый газ в баллоне получается путем испарения жидкой
углекислоты. При повышенном испарении углекислота сильно охлаждается, и углекислый
газ, проходящий через редуктор и осушитель, может превращаться в лед,
забивающий проходные каналы.
Сильно охлажденный газ предварительно подогревается
специальным подогревателем. Схема подачи защитного газа с использованием
подогревателя и осушителя приведена на Рис. 7. 5.
Сильно охлажденный газ выходит из баллона, подогревается в
подогревателе, отдает излишнюю влагу в осушителе и выходит на манометр.
Манометр можно использовать обычный кислородный, или же
приобрести специальный углекислотный. Разница между ними несущественна.
Схема подогревателя изображена на Рис. 7. 6.
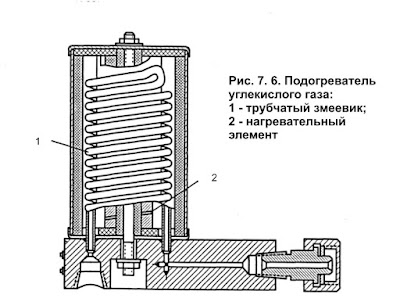
Нагревательный элемент питается напряжением 20 – 36
вольт. Газ, проходя по змеевику, нагревается до температуры 10 — 15°С.
Подогреватель углекислого газа ПЭ–01ДМ. Предназначен для подогрева углекислого газа (смеси газов), поступающего в редуктор или регулятор расхода из баллона и подачи защитных газов в сварочные полуавтоматы. Препятствует обмерзанию и образованию сухого льда в редукторе. Обеспечивает стабильную подачу защитного газа. Увеличивает срок службы редуктора.
Устройство сварочного аппарата
Конструкция агрегата не зависит от сферы использования. Устройство сварочного полуавтомата содержит:
- блок питания с управляющим модулем, индикаторной панелью, ручками для настройки;
- рукав для подачи расходного материала, газа и электричества (сварочный шланг);
- баллон с защитным газом;
- сварочную горелку.
Конструкция сварочного полуавтомата.
Питание полуавтомата
Большинство аппаратов работает с постоянным током. В качестве питающего блока используется инвертор или выпрямитель. Последний отличается низкой стоимостью, большими размерами. Диапазоны регулировки ограничены, часто возникают проблемы с пульсациями. Инверторы дороже, однако они не имеют недостатков. Устройства помогают получать нужные для разных режимов сварки параметры тока. Имеется регулирующий индуктивность автомат.
Сварочный рукав
Так называют компонент, который подает в обрабатываемую область газ, расходный материал, ток. Один конец подключается к аппарату, второй – к горелке. Сварочный рукав имеет вид гибкой трубки, в центральной части которой находится канал для вывода проволоки. Он окружен трубками подачи газа и воды для охлаждения, силовыми кабелями и проводами управляющей системы.
Сварочный рукав предназначен для работы с кислородом.
К сварочному рукаву предъявляют повышенные требования. Компонент считается дорогим, его длина влияет на стоимость полуавтомата. От параметров шланга зависят возможности аппарата при работе со сложными конструкциями.
Горелка аппарата
Это основной инструмент, с использованием которого мастер формирует шов. Горелку подключают к кабель-шлангу, выводя в нее все трубки, провода, подсоединенные к основному блоку полуавтомата сварочного. Элемент состоит из направляющего канала и рукоятки. Последняя снабжена регулятором режимов. На конце шланга находятся рассеиватель газа, насадка для вывода проволоки. По принципу работы с расходным материалом горелки классифицируют на:
- Устройства для толкателя. Собственный привод у горелки отсутствует. Движение проволоки обеспечивается механизмом, расположенным в главном блоке аппарата.
- Приводные со встроенным механизмом. Характер работы не отличается от такового у предыдущего типа горелок.
- Комбинированные, с тянущим и толкающим механизмами. Один из них встраивается в горелку, другой – в корпус полуавтомата.
Съемным является и сопло, выбираемое с учетом режима сварки.
Механизм подачи проволоки
Расходный материал наматывается на бобины разного размера. Механизм подачи состоит из установочного блока со стабилизатором размотки, роликового устройства. Последние снабжены канавками нужного диаметра. Вращение подающего механизма обеспечивается двигателем, работающим совместно с контроллером. Прижим и натяжение регулируют вручную. Подающие устройства бывают с 2 или 4 роликами. Последние используют совместно с порошковыми и мягкими проволоками.
Механизм подачи проволоки состоит из установочного блока.
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций
При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Нужен выпрямитель или инвертор?
они способным работать только с постоянным током
- Максимальная мощность. Данный показатель особенно важен сварщикам, планирующим выполнять работы в частном доме. Стандартные пробки не рассчитаны на эксплуатацию мощных устройств. Кроме того, от величины зависти уровень энергопотребления агрегата.
- Уровень предохранителей. Чем выше этот параметр, тем качественнее необходима проводка. Использование профессионального аппарата в сочетании со старой алюминиевой проводкой без каких-либо предохранителей в лучшем случае может привести к повреждению сети, а в худшем – к пожару из-за короткого замыкания.
- Необходимое напряжение. Приборы бытового назначения имеют однофазную конструкцию. Это означает, что они пригодны к использованию в условиях домашней электрической сети, с напряжением 220В. Продвинутым устройствам трехфазного типа необходимо напряжения 380В. Несоблюдение требований сети ведет к быстрой поломке оборудования.
- Уровень тока. Единица измерения – ампер. Аппараты промышленного типа способны выполнять работы в большом диапазоне сварочного тока. По данной величине судят о производительности устройства. Влияет на размер сечения электродной проволоки – высокий ток позволяет использовать присадочные материалы большего диаметра.
На окончательный выбор может повлиять сфера применения полуавтомата. Для домашнего пользования лучше подойдут универсальные инверторы, которые обладают небольшими габаритами и весом, нежели массивный выпрямитель.
Один человек способен легко переносить инверторный полуавтомат. Кроме того, он способен выполнять работы в режиме ручной дуговой сварки.
Рынок предлагает продукцию как отечественных, так и зарубежных производителей. Для окончательного решения советуем ознакомиться с независимыми обзорами на специализированных форумах.
Принцип технологии
В основе работы полуавтоматического аппарата лежит процесс преобразования переменного напряжения сети в постоянное
Технология проведения работ требует, чтобы на массу был подключен исключительно минус. Это называется «прямая полярность». Плюс – это газовая горелка с наконечником, а также рукав, через который проходит проволока. Она приводится в движение с помощью специального подающего механизма. С помощью контактора на проволоку переносят напряжения аппарата.
Таким образом, после соприкосновения с поверхностью образуется электрическая дуга, начиная процесс плавления кромок металла. Увеличение диаметра сечения проволоки позволяет производить соединение материалов большей толщины.
В некоторых моделях подающий механизм и полуавтомат заключены в единый корпус. Более рациональная конструкция предусматривает разделение данных узлов. Такой подход позволяет производить работы на достаточном удалении от места расположения источника тока.
На горелке имеется специальный мундштук. Он контролирует движение защитного газа, направляя его в зону расплава. Создается облако, препятствующее взаимодействию расплавленного металла с окружающей средой.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.
Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.








