Шаг резьбы
Содержание:
- Дюймовые резьбы
- Прямоугольная резьба
- Технология нарезания резьбы в отверстиях
- Упорная резьба
- Диаметр сверла под резьбу: таблица размеров по ГОСТ
- Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Инструкция по определению шага трапецеидальной резьбы
- Виды дюймовой резьбы
- Резьба упорная усиленная 45°
- Государственные стандарты
- Диаметр резьбы
- Метрическая резьба и ее обозначение
- Понятие шага резьбы
- Способы измерения
- Приспособления
- Соединение тонкостенных деталей
- Величина момента соединения UNC
- Проверим знания
- Резьба трубная коническая
- Резьба метрическая
- Виды резьбомеров и их особенности
Дюймовые резьбы
В Россию и страны СНГ поступают изделия из США и Великобритании. Поэтому приходится сталкиваться с деталями, где применяется дюймовая резьба. Еще недавно самолетостроение было в дюймовом исполнении. Только недавно многие узлы самолетов начали выпускать с метрическими стандартами. Но еще довольно много изделий выполнено в дюймовом исполнении. В таблице 2 приведены параметры резьб, с которыми возможно придется столкнуться.
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 “ | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 “ | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 “ | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 “ | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 “ | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 “ | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 “ | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 “ | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 “ | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 “ | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 “ | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 “ | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 “ | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 “ | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 “ | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 “ | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 “ | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 “ | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 “ | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 “ | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 “ | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 “ | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 “ | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 “ | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 “ | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.
Штуцер для соединения трубопроводов разных диаметров
Прямоугольная резьба
В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 |
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.
Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 |
Диаметр сверла под резьбу: таблица размеров по ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным

Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Инструкция по определению шага трапецеидальной резьбы
Кроме метрической и дюймовой нарезки, существует также трапецеидальная резьба. Отличается она от рассмотренных выше типов тем, что ее профиль имеет угол 30 градусов. Применяется такой тип нарезки преимущественно в конструкции механизмов, где энергия вращения преобразуется в поступательные движения. Самый яркий пример, где используется трапецеидальная резьба — это тиски.
Для обозначения такого типа нарезки применяется маркировка Tr, а шаг нарезки измеряется в миллиметрах. Если на метрической нарезке шаг представляет собой расстояние между вершинами, то на трапецеидальной — это одинаковое расстояние между зубьями. Ниже на фото буквой P обозначен шаг трапецеидальной резьбы.
Для его измерения существует специальный Т-резьбомер, который стоит дороже дюймовых и метрических приборов. Чтобы его не покупать в случае необходимости определения шага трапецеидальной резьбы, имеется соответствующий алгоритм. Для этого необходимо измерить наружный диаметр, и сравнить его с табличными значениями, получив соответствующий результат.
Таблица определения шага трапецеидальной резьбы
Это интересно! В конструкции тисков используется трапецеидальная резьба, поэтому ее не стоит путать с метрической и дюймовой.
Виды дюймовой резьбы
Среди резьбовых соединений дюймовой размерности выделяют несколько видов, которые отличаются своими техническими характеристиками:
- Цилиндрическая резьба американского стандарта UTS. Изначально она использовалась в США и Канаде, но затем распространилась по всему миру. Среди нескольких типов наибольшей популярностью пользуется UNC – резьба с укрупненным шагом и UNF – мелкая резьба. Имеет угол в 55 градусов при вершине.
- Британская цилиндрическая резьба стандарта BSW или вариант с уменьшенным шагом резьбы BSF. Данный стандарт характеризуется углом при вершине в 55 градусов.
- Для трубных резьбовых соединений используется резьба конической формы NPT, а также цилиндрический вариант NPS со стандартным углом вершины в 55 градусов. В отечественном исполнении данный тип резьбы отвечает ГОСТ 6111-52.
Наибольшей популярностью пользуется резьба унифицированного типа UNC, который встречается на различной технике и оборудовании, производимом не только в США или Канаде, а также Китае и других азиатских странах
Важной особенностью дюймовых метизов является то, что номера ключей для их монтажа и демонтажа отличаются от метрического стандарта
Резьба упорная усиленная 45°
ГОСТ 13535-87
Распространяется на упорную усиленную резьбу с углами наклона боковых сторон профиля 45° и 3°, диаметрами от 80 до 2000 мм и устанавливает ее профиль, основные размеры и допуски
В обозначение упорной усиленной резьбы должны входить: буква S, значения угла 45°, номинального диаметра и шага, например:S 45° 200×12.
Для левой резьбы условное обозначение резьбы дополняют буквами LH, например:S 45° 200×12 LH.
В обозначение многозаходной резьбы должны входить: буква S, значения угла 45°, номинального диаметра, хода и в скобках буква Р со значением шага, например:
для двузаходной резьбы со значением хода 24 мм и шагом 12 мм:S 45° 200×24 (Р12);
для левой резьбы:S 45° 200×24 (Р12) LH.
Длину свинчивания N в обозначении резьбы не указывают. Длину свинчивания L указывают в миллиметрах, например:S 45° 200×12 — 300;S 45° 200×12 LH — 300
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Метрическая резьба и ее обозначение
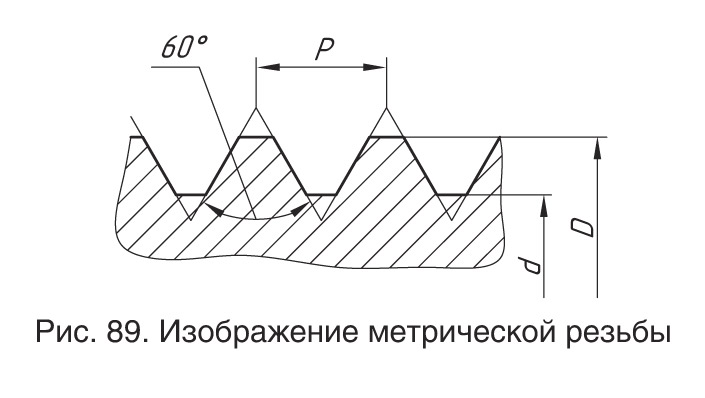 Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
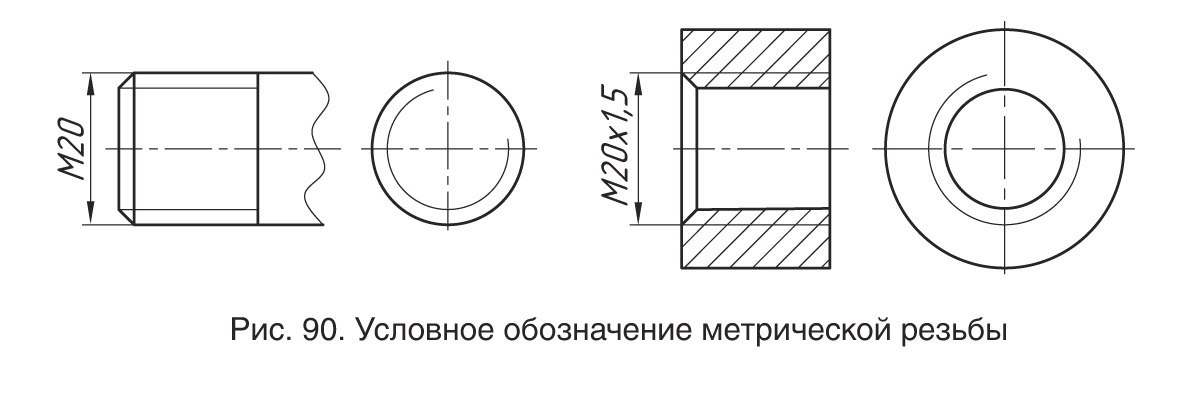
Метрическую резьбу выполняют с крупным и мелким шагом. В обозначении метрической резьбы крупный шаг не указывают, например М20. Мелкий шаг указывают через знак умножения, например М 20 х 1,5 (где 1,5 — шаг резьбы).
Для каких целей применяют метрическую резьбу с мелким и крупным шагом? Приведите примеры, используя дополнительные источники информации.
Многие изделия собирают с применением резьбовых деталей — винтов, болтов, гаек, шпилек и др. Они соединяют отдельные детали в единое изделие, поэтому их называют крепежными. Для удобства использования в производстве такие детали стандартизированы и взаимозаменяемы.
Крепежные изделия
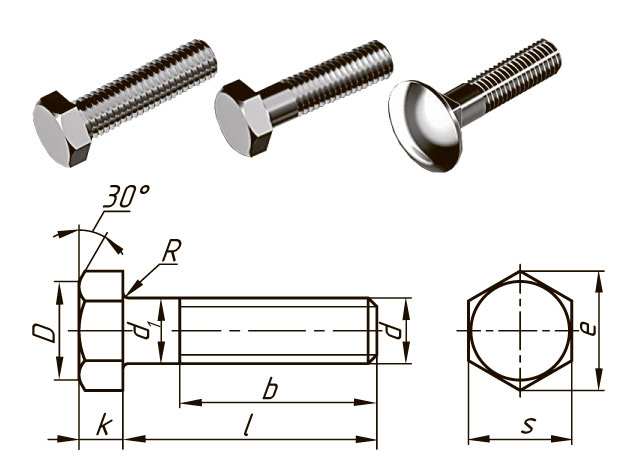 Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой.Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой.Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Какую длину имеет болт, обозначение которого «Болт М 20х55»?
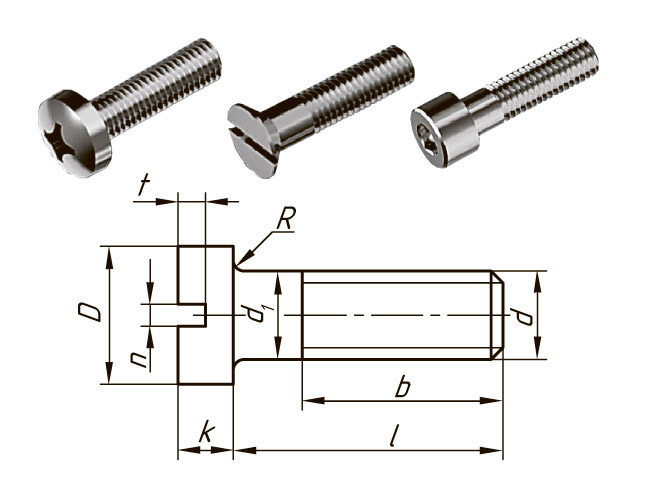 Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением.Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением.Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Используя дополнительные источники информации, определите в чем различия между винтом и болтом.
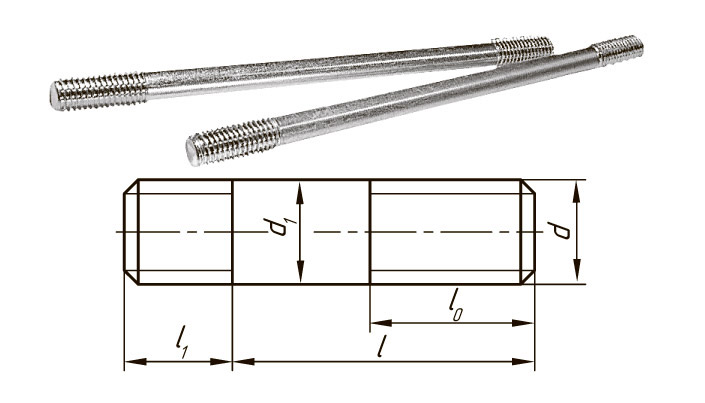 Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца.При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца.При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Приведите примеры, где применяется соединение шпилькой.
Гайка — крепежная деталь с резьбовым отверстием и конструктивным элементом для передачи крутящего момента. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от конструкции и условий применения гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные. Пример условного обозначения гаек: Гайка Ml2 ГОСТ 5915-70 — с диаметром резьбы 12 мм, шаг резьбы крупный.
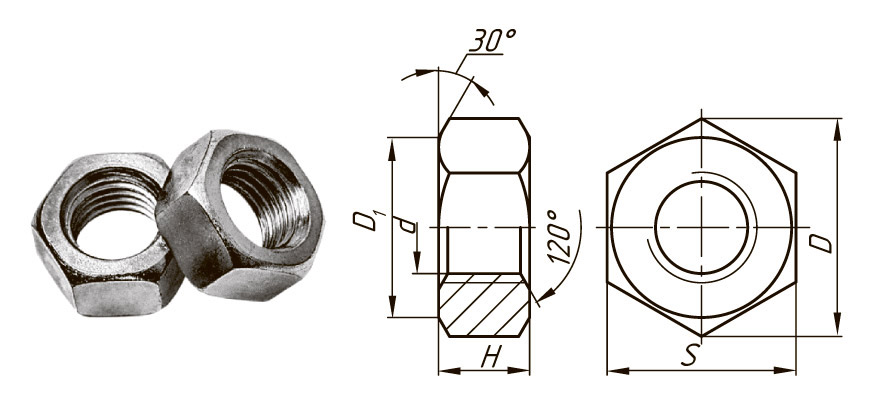
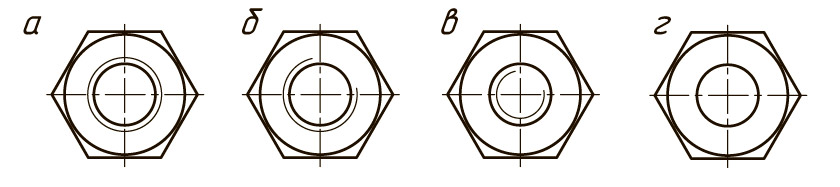
На каком чертеже изображен вид гайки сверху?
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
Устройство метчика
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Шаг резьбы
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Соединение тонкостенных деталей
Если необходимо соединить тонкостенные детали, то напрямую применить резьбовое соединение не удастся: слишком малое для надежного удержания крепежа число витков может поместиться на толщине детали. В таких случаях применяют фланцевое соединение. В этом случае кромка детали, прилегающая к месту соединения, усиливается путем специальной штамповки или наварки фланца — утолщения, в котором делаются отверстия, и нарезается резьба. Если конфигурация изделия позволяет, то иногда вместо полноценного фланца приваривают лишь гайки в местах крепления.
Фланцевое соединение
Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой — внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Величина момента соединения UNC
Для обеспечения прочности резьбового соединения требуется соблюдать момент затяжки. Этот параметр для болтов типа UNC, а также гаек SAE можно увидеть в данной таблице:
|
Размер резьбы, дюймы |
Момент затяжки стандартных болтов и гаек |
|
|
Н*м* |
Фунт силы-фут** |
|
|
1/4 |
12± 3 |
9±2 |
|
5/16 |
25 ± 6 |
18± 4,5 |
|
3/8 |
47± 9 |
35 ± 7 |
|
7/16 |
70± 15 |
50± 11 |
|
1/2 |
105± 20 |
75±15 |
|
9/16 |
160 ± 30 |
120± 20 |
|
5/8 |
215± 40 |
160 ± 30 |
|
3/4 |
370 ± 50 |
275 ± 37 |
|
7/8 |
620± 80 |
460 ± 60 |
|
1 |
900 ± 100 |
660 ± 75 |
|
11/8 |
1300 ± 150 |
950 ± 100 |
|
1 1/4 |
1800 ±200 |
1325 ±150 |
|
1 3/8 |
2400 ± 300 |
1800 ± 225 |
|
1 1/2 |
3100 ± 350 |
2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Определение резьбового шага
Шаг у стандартизированной дюймовой резьбы определяется при помощи приспособлений и специализированных техтаблиц. Это позволяет максимально точно определить расстояние между соседствующими витками резьбы или канавками.
При отсутствии специализированного оборудования и справочных материалов, резьбовой шаг можно определить самостоятельно. Простейший вариант, найти гайку с заранее известным размером шага, если она без усилий накручивается на резьбу, значит шаг у них одинаковый. Для варианта с внутренней резьбой можно воспользоваться болтом с известным шагом.
Рассчитать средний шаг резьбы можно линейкой с дюймовыми делениями. Далее можно действовать двумя способами. Подсчитать количество витков на 1 дюйм, и поделив его на 1 получить шаг в долях дюйма. Второй способ, измерить какой длины будет резьба с определенным заранее количеством витков, например, отсчитать 20 витков и измерить их длину, которую и поделить на 20. Такой метод подходит только для резьбы наружного типа.
Чтобы измерить резьбовой шаг внутренней резьбы, на нее наносится краситель, после чего делается оттиск при помощи трубы подходящего диаметра. Далее измерения производятся таким же способом, как и для наружной резьбы.
Проверим знания
 1. Почему резьба на чертеже изображается условно? 2. Чем отличаются между собой условные обозначения метрической резьбы с мелким и крупным шагом? Приведите примеры. 3. Какой шаг указывают в обозначении резьбы? 4. Дочертите условное изображение резьбы М 20х1,5 на стержне, длина резьбы 40 мм. Начертите вид слева.
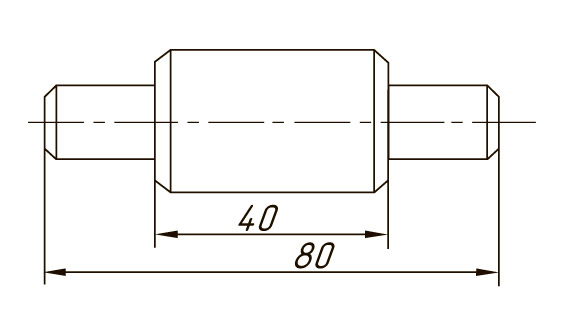
1. Почему резьба на чертеже изображается условно? 2. Чем отличаются между собой условные обозначения метрической резьбы с мелким и крупным шагом? Приведите примеры. 3. Какой шаг указывают в обозначении резьбы? 4. Дочертите условное изображение резьбы М 20х1,5 на стержне, длина резьбы 40 мм. Начертите вид слева. 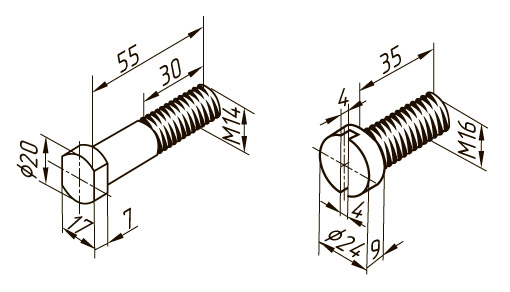 5. Определите, в чем отличие гаек друг от друга, если их обозначение Гайка М 24 и Гайка М 24х2. 6. По наглядному изображению выполните эскизы деталей с резьбой. Определите вид крепежного изделия.7. Какие данные необходимы для вычерчивания болтов, гаек, шпилек и винтов по стандартным размерам? 8. Определите тип резьбы, наружный диаметр и шаг резьбы.
5. Определите, в чем отличие гаек друг от друга, если их обозначение Гайка М 24 и Гайка М 24х2. 6. По наглядному изображению выполните эскизы деталей с резьбой. Определите вид крепежного изделия.7. Какие данные необходимы для вычерчивания болтов, гаек, шпилек и винтов по стандартным размерам? 8. Определите тип резьбы, наружный диаметр и шаг резьбы.
Резьба трубная коническая
ГОСТ 6211-81
ISO R7; DIN 2999; BS 21; JIS B 0203
Диаметр от 1/16 до 6 дюймов
В условное обозначение резьбы должны входить: буквы (R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.Примеры обозначения резьбы:
Наружная трубная коническая резьба 11/2:R 11/2
Внутренняя трубная коническая резьба 11/2:Rc 11/2
Внутренняя трубная цилиндрическая резьба 11/2:
RP 11/2 — левая резьба:R 11/2 LH;Rc 11/2 LH;RP 11/2 LH
Взаимозаменяема с резьбой BSPT
Применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой по ГОСТ 6357-81
Резьба метрическая
ГОСТ 8724-2002 (ИСО 261-98)
Стандарт распространяется на метрические резьбы общего назначения и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 ммОсновной профиль по ГОСТ 9150-2002 (ИСО 68-1-98)
В условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделенные знаком « х ».
Пример: М8х1,25
Крупный шаг в обозначении резьбы может быть опущен.
Пример: М8
Условное обозначение левой резьбы должно дополняться буквами LH
Пример: M8х1 — LHМногозаходная резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком х, буквами Ph, значением хода резьбы, буквой Р и значением шага.
Пример условного обозначения двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:М16хРh3Р1,5
То же, для левой резьбы:M16хРh3Р1,5 — LH
Для большей ясности в скобках текстом может быть указано число заходов резьбы. Пример: M16хPh3P1,5 (два захода)
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
- Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
- Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
- Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
- Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Это интересно! При измерении шага в метрической нарезке определяется расстояние между двумя витками. В дюймовой нарезке измеряется не расстояния между двумя пиками, как в случае с метрической резьбой, а определяется количество витков. Это количество витков, которые находятся на расстоянии 1 дюйма.








