Точилка для ножей из подручных материалов своими руками
Содержание:
- Как правильно точить
- Станок для заточки ножей имитируем модель от фирмы Spyderco
- Общие сведения о заточке ножей
- Какие проблемы могут возникнуть в процессе работы?
- Самостоятельная заточка лезвий
- Как затачиваются ножи строгального станка?
- Виды и их устройство
- Изготовление самодельного станка
- Устройство для заточки из монтажных уголков
- Основные ошибки
- Точильный станок собственными руками
- Конструктивные элементы и геометрические параметры фрез
- Что нужно знать для правильной заточки ножей
- Не только ножи…
- Основные правила работы
- Механизм фиксации
Как правильно точить
Для правильной заточки изготовьте из фанеры несколько шаблонов с углами 14–20º для режущих и 30–37º для рубящих кромок, точный угол зависит от марки стали. Зафиксируйте лезвие параллельно кромке подручника и прижмите его планкой. По шаблону отрегулируйте угол между плоскостями точильной колодки и наклонной дощечки стола.
Начинайте заточку крупным (Р400) бруском, если кромка не имеет правильного угла. Добивайтесь, чтобы полоса спуска приняла форму прямой полосы без извилин и волн. Снижайте зернистость и пройдите по обеим сторонам лезвия сперва бруском Р800, а затем Р1000 или Р1200. При заточке лезвия проводите бруском с небольшим усилием в обоих направлениях.
После заточки лезвие нужно поправить «кожаным» бруском, на который нанесено небольшое количество пасты ГОИ. При правке лезвий рабочее движение направляется только в сторону кромки (на себя), но не против неё. И, напоследок, небольшой совет: если затачиваете ножи с полированными лезвиями и гравировкой, оклеивайте их малярным скотчем, чтобы осыпающийся абразив не оставлял царапин. Также не помешает оклеить поверхность подручника виниловой самоклейкой.
рмнт.ру
Станок для заточки ножей имитируем модель от фирмы Spyderco
При помощи обычного транспортира
наносим разметку с необходимым углом наклона. Берем полотно и надпиливаем первую пометку на одной из деталей. Входить вглубь более чем на ширину самого полотна не нужно.
Переворачиваем ножовку и вставляем ее тупой стороной в выпиленную щель. Прикладываем вторую деталь сверху и смотрим, чтобы совпадали как края самих элементов, так и разметка на них. Далее пропиливаем аналогично все оставшиеся линии.
Прикладываем стамеску к излишкам древесины, которые нужно удалить. Молотком постукиваем слегка по вершине стамески и выбиваем небольшие щепки. Когда основная масса древесины удалена, доводим до необходимой ровности площадку при помощи напильника.
Просверливаем отверстия для вхождения болтов и спиц так, как показано на рисунке. Используя наждачную бумагу мелкой зернистости, сглаживаем края отверстий, углы деталей и всю их поверхность.
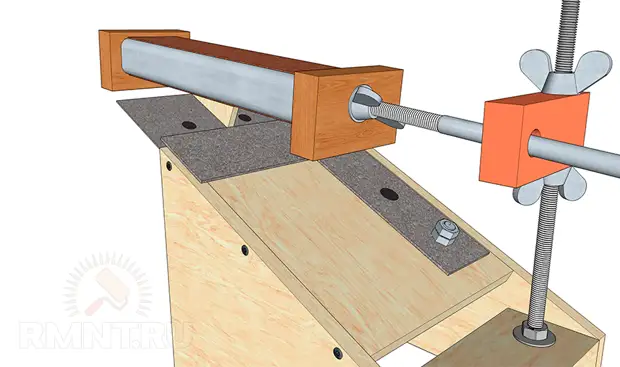
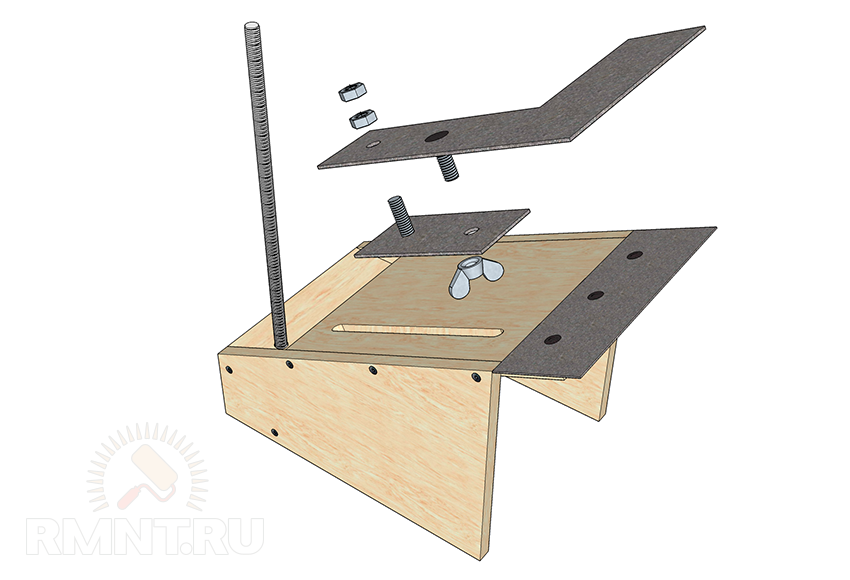
На свободном крае самой большой детали из ДСП просверливается отверстие с диаметром соответствующим диаметру железного стержня. Сам стержень фиксируется при помощи двух гаек: обычной и барашка. Чтобы они не врезались в поверхность доски, отделяем их при помощи шайб.
На закрепленный стержень накручивается заготовка из бруска.
В отверстие, к которому совершался подпил, вставлен болт, снаружи завинченный гайкой. Затягивая барашек, мы фиксируем деталь на определенной высоте стержня, отпускаем – двигаем вверх-вниз свободно. Угол заточки регулируется именно при помощи этого бруска (поднимаем или опускаем по стержню).
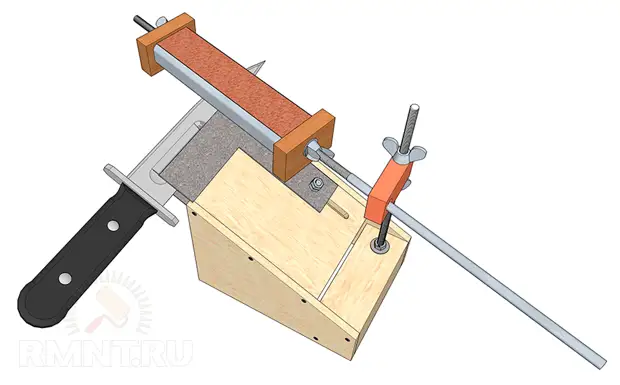
Элемент для зажима точильного полотна собирается из отреза металлического стержня двух керамических или деревянных заготовок и 4-х гаек с шайбами. Нанизываются они в том же порядке, что и на фото. В самом конце прикручиваются резиновые ножки для большей устойчивости изделия.
Мы рассмотрели три различных варианта устройств для заточки. И каждый из них имеет свои плюсы и минусы. Выбирать определенный вариант следует исходя из своих потребностей, а также навыков в подобном плане работы.
Информация на заметку: Струбцины столярные своими руками, Трубогиб своими руками.
Супер новая точилка для ножей своими руками Точим ножи дома DIY
Watch this video on YouTube
Общие сведения о заточке ножей
Целью любого вида заточки ножей является обеспечение остроты лезвия. И наиболее важный фактор, который влияет на длительную и эффективную эксплуатацию — это величина угла заточки. Практичность такого параметра хорошо оценивается в процессе работы. Если посмотреть объективно, то можно заметить, что при меньшем значении угла лезвие ножа в результате получается более острым. Но при таком действии, выходит что срок улучшенных режущих качеств является не очень долгим, т. е. он быстрее тупеет. Чем более острым в процессе затачивания стало лезвие ножа, тем более быстро оно станет тупым. На основе этой закономерности можно прийти к выводу, что угол должен быть подобран правильно и значение ложно соблюдаться по всей длине кромки равномерно.
Стоит отметить, что затачиванию подлежат лишь те виды лезвий, которые имеют определенную степень закалки. Если на режущих частях показатели твердости стали превышают 55 HRC, то она не подлежит для заточки каким либо подручным инструментом.
Золотым правилом заточки ножей является неизменность угла заточки режущей кромки на протяжении всей ее длины.
Чтобы этого достичь необходим профессионализм, навыки и специальное оборудование, которое позволит удерживать инструмент в руках, выдерживая заданный угол наклона каждой режущей грани.
В таком случае можно позаботиться о покупке специального приспособления, но такие изделия как правило дорогостоящие, поэтому можно попробовать изготовить его самостоятельно. Более подробно о том, как сделать такое приспособление в домашних условиях читайте ниже.
Какие проблемы могут возникнуть в процессе работы?
Конечно, подобрать правильный угол для затачивания сложно. Тем более такой процесс затруднителен, если отсутствует специальное приспособление для заточки ножей. Ведь если удерживать клинок руками, очень сложно будет добиться равномерного заострения с правильными углами. Чтобы устранить такую проблему, можно использовать самодельное приспособление для заточки ножей. Тем более что сделать его в домашних условиях не составит труда. И хотя в настоящее время существует огромное количество различных заточек, их конструкция не отличается повышенной сложностью, поэтому на изготовление такого прибора уйдет мало времени.
Самостоятельная заточка лезвий
Затачивание ножа с помощью оселка
Заточка лезвия, произведённая точильным бруском, считается самой качественной, конечно при условии, если её производил опытный мастер. Чтобы наточить нож о точильный брусок сделайте следующее:
-
- Расположите оселок с низким содержанием абразивных зёрен на неподвижной поверхности. Если брусок маленький, его можно зажать в тисках.
-
- Держа нож под углом 20-25 градусов по отношению к поверхности бруска, начните движение ножа по оселку режущей кромкой вперед.
- Перемещайте лезвие по бруску таким образом, чтобы во время движения оно касалось поверхности оселка, по всей своей длине.
- Во время движения старайтесь сохранять один и тот же угол наклона лезвия.
- Произведя 2-3 движения, переверните нож и повторите процесс заточки с другой стороны лезвия.
- Таким образом, чередуя стороны, производите заточку ножа, пока по краю лезвия не появится кромка (заусенец).
- Поменяйте оселок грубой заточки на брусок для шлифовки.
- Произведите шлифовку лезвия ножа, пока кромка не исчезнет.
- Проверьте остроту ножа, разрезав сложенную в несколько раз пеньковую верёвку, или попробуйте разрезать лист бумаги.
Затачивание охотничьего ножа на точилке «Lansky»
Охотничьи ножи изготавливаются из твёрдой стали, поэтому их первоначальная заточка требует точильные бруски с низким содержанием абразивных зёрен.
- Зажмите нож в тисках точилки.
- Установите на стержень точильный брусок, с низким содержанием абразивных зёрен.
- Выберите угол наклона бруска (для охотничьих ножей он обычно составляет от 20 до 30 градусов).
- Вставьте стержень в нужное отверстие.
- Смажьте оселок специальным маслом, входящим в набор точилки.
- Начните движение бруском вдоль лезвия ножа, от основания к кончику.
- Переверните точилку и повторите процесс, с другой стороны ножа.
- После образования кромки, смените брусок и произведите окончательную шлифовку.
- Поскольку охотничьи ножи в основном изготавливаются с двусторонним лезвием, то после завершения заточки с одной стороны, поменяйте положение ножа в тисках и начните процесс заточки с другой стороны.
- Закончив заточку, отполируйте лезвие ножа войлоком.
Как затачивать ножи в точилке «Lansky», смотрите в видеоролике:
Заточка ножниц
Заточку ножниц необходимо производить на специальном точильном станке. Заточка лезвий с помощью подручных (наждачной бумаги, края стакана и др.) может на время улучшить остроту ножниц, но ненадолго. Если у вас нет возможности наточить ножницы у профессионала, то можно попытаться сделать самостоятельную заточку об абразивный камень. При заточке нужно соблюдать несколько простых правил:
- Камень для заточки должен быть мелкозернистым.
- Заточка лезвия производится, по всей поверхности кромки одновременно.
- Угол наклона лезвия должен совпадать с заводской кромкой.
- Движение лезвия по камню должны делаться от винта к кончику.
- Точить ножницы нужно в разобранном виде.
Производя заточку ножниц, не спешите, терпение в этом деле будет вашим союзником.
Как быстро заточить ножницы, также можно посмотреть в ролике:
Затачивание лезвий рубанка и стамески
Заточка лезвия рубанка и стамески, практически не отличаются друг от друга. Поэтому описанный ниже процесс заточки применим к обоим инструментам:
- Установите стамеску на оселок под углом 30-40 градусов.
- Удерживая стамеску рукой, пальцами свободной руки прижмите фаску к оселку.
- Начните водить стамеской по точильному камню, пока на гладкой стороне стамески не образуется заусенец.
- Смените оселок на мелкозернистый и произведите окончательную шлифовку стамески.
- Проверьте остроту лезвия стамески, сняв стружку с угла бруска.
Помимо ручной заточки, стамеску можно заточить на станке с крутящимся абразивным диском:
- Включите станок и дайте диску набрать полную скорость.
- Держа стамеску двумя руками, прислоните её фаску к точильному диску.
- Обязательно соблюдайте угол наклона стамески, иначе вы испортите лезвие инструмента.
- Не давите на стамеску с большим усилием и не держите её слишком долго на диске, это приведёт к перегреву металла и разрушению лезвия.
- Во время заточки, смачивайте лезвие водой.
- Окончательную шлифовку лезвия стамески, лучше производить в ручную, с помощью мелкозернистого бруска или наждачной бумаги.
Не забывайте, что при заточке изделий на станке, образуется много искр и мелких частиц, которые могут попасть в глаза, поэтому обязательно работайте в защитных очках. А чтобы не повредить руки о крутящийся диск, одевайте перчатки.
Как наточить инструменты вы также можете узнать из видеоролика:
Как затачиваются ножи строгального станка?
Такие приспособления, как строгальные станки и рейсмусы, можно часто увидеть в загородных домах. Их посредством необработанный пиломатериал доводится до нужного состояния. Ножи этих приспособлений, как и любые другие, тупятся. Если вы пользуетесь ими часто, то лучшим выходом будет заточка ножей для строгального станка своими руками. Для изготовления точильного оборудования в домашних условиях потребуются различные материалы: металл, алюминий или дерево.
Держатель для ножей можно сделать из деревянного бруска. Сделав посредством дисковой пилы пропилы под 45 градусов, вы сможете произвести заточку ножей ленточной шлифовальной машиной или же большим бруском. Если последнего нет, то на гладкую поверхность из металла, дерева, ДСП или же стекла крепится наждачная бумага.
Держатели для ножей можно изготовить из подручных материалов. Оптимальным решением станет использование металлических уголков, которые имеют показатель 90 градусов. При размещении двух ножей по бокам угол заточки каждого будет равен 45 градусам. При помощи винтов можно закрепить ножи вторым уголком.
Виды и их устройство
Ножи являются основным элементом рубанка, поэтому стоит внимательнее рассмотреть их конструкцию, устройство и особенности. Режущая часть лезвий в процессе эксплуатации подвергается износу, поэтому периодически материал требуется затачивать. Сегодня известно два вида рубанков, использующих особые лезвия.
Механизированные
Представляют собой электрические инструменты. Предназначены для обработки большого количества древесины, поэтому лезвия в них толстые и выполнены из более прочной стали. За счет двигателя, предусмотренного в конструкции каретки, повышается скорость работы, а также увеличивается износ режущих элементов.
Ручные
Довольно распространенный вид инструмента, который при желании можно сделать в домашних условиях. Для изготовления корпуса тележки рубанка используют:
- металл;
- дерево;
- пластик.
Лезвие отличается небольшой толщиной, для создания задействуют специальную сталь. Отличительной характеристикой ножа является устойчивость к износу. Между двумя инструментами разница не только в наличии или отсутствии двигателя.
Электрические рубанки отличаются наличием нескольких резцов и возможностью использования двусторонних лезвий. Все это повышает эффективность работы, поэтому механизированные инструменты популярны.
В процессе эксплуатации не сразу удается определить, что ножам рубанка требуется заточка. Однако существует несколько верных признаков, которые помогут понять необходимость проведения заточки.
- Внешний вид фаски. Если при проведении осмотра на ее поверхности обнаруживается блестящая лента небольшой толщины, то необходима заточка.
- Внешний вид двустороннего ножа. В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.
Изготовление самодельного станка
Самостоятельно сделать станок для заточки ножей вполне можно в домашних условиях. Основным требованием, при создании самодельного станка для заточки, является жесткое закрепление затачиваемого лезвия и абразивного элемента. Благодаря этому достигается главное требование ко всей процедуре: создание и сохранение угла заточки.
Элементарное вертикальное устройство
Устройство предназначено для быстрой ручной заточки ножей своими руками и представляет собой деревянную конструкцию, собранную в виде уголка. Точный сборочный чертеж здесь приводиться не будет, так как размеры зависят от размера применяемого точильного камня. Нужно подготовить:
- 4 бруска или дощечки шириной 5-7 см и толщиной 2-3 см. Длина дощечки определяется длиной камня;
- 4 болта М4-М6 с гайкой-«барашком». Длина болтов определяется по формуле: (толщина дощечки) х 2 + толщина точильного оселка + 1 см;
- 4 самореза «по дереву». Длина подбирается из расчета: толщина дощечки минус 0,2 см;
- Транспортир или другой углоизмерительный инструмент;
- Дрель со сверлом, размер которого равен размеру болта, или больше его на одну единицу размерного ряда;
- Ножовка по дереву;
- Стамеска или долото (можно мощный нож);
- Карандаш или маркер.
Изготовление приспособления заключается в сборке двух уголков из имеющихся дощечек. На одной из них, на расстоянии, равном ее ширине делается пропил ножовкой до середины. Затем, с торца доски, отпиленная часть скалывается прочным ножом или стамеской. Аналогичный скол делается на второй дощечке. Это делается для того, чтобы при соединении дощечек в уголок, у обеих сторон была общая плоскость. Затем дощечки, сколотыми частями соединяются в уголок. Так же собирается вторая половина устройства. Далее, в верхней и нижней частях приспособления просверливаются отверстия под соединительные болты. Отверстия размечаются с противоположных от места соединения торцов по 3-4 шт. на каждой дощечке. Отверстия размечаются так, чтобы от края доски до наружного болта было не менее 3 см, а расстояние между ним и другими отверстиями позволяло надежно зажать край точильного камня.
На внутренней или внешней стороне одной из дощечек наносится метка, соответствующая каждому из будущих углов заточки.
Преимуществом такого устройства является его простота, легкость сборки и дешевизна. Недостаток заключается в отсутствии жесткого закрепления затачиваемого лезвия.
Точилка из монтажных уголков
Предлагаемое устройство является более развитым по сравнению с предыдущим. В нем жестко закрепляется затачиваемое лезвие и фиксируется угол наклона наждака по отношению к лезвию. Еще одно отличие состоит в том, что в этом устройстве подвижной частью является камень, а не лезвие.
Устройство закрепляется непосредственно на лезвии ножа, в его верхней части. Приспособление состоит из двух, соединенных между собой, металлических уголков и подвижной части, опирающейся на одну из полок.
На представленной рисунке схематично обозначены:
- Основа конструкции – 2 уголка.
- Подвижный пруток или спица с нарезанной резьбой.
- Зажимные гайки с шайбами для закрепления наждака на прутке.
- Рукоятка.
- Отверстия для регулировки угла заточки и опирания подвижной части.
- Набор регулировочных шайб.
- Стяжные болты с гайками.
- Стачиваемый край верхнего уголка.
- Затачиваемое лезвие или нож.
- Точильный камень (брусок).
Изготовление устройства начинается с подбора уголков основы. В вертикальной полке верхнего уголка просверливаются 3-4 отверстия размером, большим, чем размер прутка на 3 ступени. Например, для прутка диаметром 6 мм, необходимы отверстия на 9 мм. Наружный край верхней плоскости верхнего уголка стачивается «до низа» на расстоянии 10-12 см от торца, чтобы за него не задевал наждак при заточке. В горизонтальных полках обоих уголках соосно просверливают два отверстия под стяжные болты. Эти отверстия сверлят по принципу: первое – в месте окончания стачиваемой части верхнего уголка, второе – в 10-12 см от первого. Толщина набора регулировочных шайб должна быть равна толщине обрабатываемого лезвия. Диаметр зажимных шайб, расположенных на подвижном прутке должен быть равен толщине точильного бруска, умноженной на 2. В качестве рукоятки можно использовать отрезок ПВХ-трубки подходящего диаметра или намотать несколько слоев изоленты. Чтобы подвижная часть не соскакивала с лезвия, пруток, с наружной стороны верхней полки, необходимо согнуть в виде буквы «Г», либо закрепить законтренной гайкой при наличии резьбы.
Устройство для заточки из монтажных уголков
Прототипом самодельного затачивающего устройства из монтажных уголков служит чертеж вышеупомянутой профессиональной точилки Лански.
Инструменты и материалы
Для изготовления такой приспособы нужны:
- пластины из металла 4х11см;
- уголки из алюминия;
- прутки из металла длиной 15см;
- болты и гайки;
- метчик для нарезки резьбы;
- точильный станок по металлу;
- тиски или струбцины;
- маленький напильник для тонких шлифовальных работ.
Без точильного станка можно обойтись. Его заменит напильник или любой инструмент, который сможет сгладить острые углы металлоконструкций.
Качественную ножеточку своими руками можно сделать из монтажных уголков.
Процесс изготовления
Последовательность сборки:
- На металлических пластинах согласно схеме делают обозначения, где сверлить пазы.
- В подготовленных отверстиях метчиков нарезают резьбу.
- Чтобы точилка получилась комфортной, все поверхности металлоконструкции обрабатывают напильником: закругляют острые углы, опиливают заусенцы, выравнивают края;
- В уголках по чертежу сверлят отверстия.
- Напильником расширяют место для опоры стержня .
- В отверстиях метчиком нарезают резьбу.
- Гайками диаметром 6 мм закручивают прутки, вставленные в крайние пазы.
- В расширенное отверстие основания вкручивают 14-сантиметровый болт диаметром 8 мм. Перед этим на болт нужно навинтить гайку-барашек, а на нее — две гайки. Этот болт будет опорной стойкой всей конструкции.
- В остальные пазы крепят болты. С их помощью будет фиксироваться лезвие.
- На стержни накручивают гайки, нанизывают и крепят уголок. Настройка угла заточки будет происходить за счет поднятия или опускания стержней.
- Из тонкого Г-образного металлического прута, стержня с резьбой диаметром 6 мм, двух держателей и гайки-барашка собирают устройство для крепления абразивного камня. Крайний держатель должен иметь сквозное отверстие под спицу.
Такое приспособление для заточки ножей быстро собирается, удобно в использовании и обладает большим диапазоном градусов угла затачивания.
Основные ошибки
Как может показаться на первый взгляд, заточка — это просто, но если углубиться в сам процесс, то можно заметить довольно большое количество различных нюансов. Большинство людей допускают банальные ошибки при заточке ножей, что приводит к неравномерному затачиванию или к порче ножа. Распространенные ошибки при заточке:
- Режущая кромка не была доточена. В результате по бокам образуются небольшие заусеницы, которые временно придают остроту лезвию, а после непродолжительной работы ножом лезвие опять становится тупым. Для предотвращения этой проблемы следует тщательно дотачивать обе кромки, а затем, по мере заточки, пользоваться наждачной бумагой или кругом разной зернистости.
- Наличие краски, масла, грязи на острие. Суть в том, что при точении жир, грязь масло и другие компоненты смешиваются со шлифовальными абразивами и приводят к появлению царапин и микросколам лезвия. После такого точения лезвие быстро тупится.
- Важную роль играет нажим. Необходимо запомнить одно простое правило: острота зависит не от применяемой силы, а от длительности заточки. Чрезмерно сильный нажим приводит к откалыванию микрочастиц от лезвия и к некачественной заточке.
- Неправильный выбор угла. Угол может меняться — в зависимости от марки стали и от предназначения инструмента. Для домашних кухонных ножей он составляет 20 — 25 градусов. Для остальных типов лезвий, которым предстоит выдерживать большие нагрузки и работать с твердыми материалами, угол будет равен 40 градусов.
Точильный станок собственными руками
При желании, возможно собрать точильный станок самостоятельно. Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Мотор нужно установить под столешницей, а планшайбу закрепить к движущемуся элементу. Не забудьте продумать кнопки включения и выключения. На планшайбу нужно поставить кожух, срезав одну сторону, с которой и будет выполняться заточка. Также в нижней части столешницы потребуется сделать вырез под пылесос. Данный станок также подойдет для работы с другими режущими поверхностями.
Конструктивные элементы и геометрические параметры фрез
Фрезы используют на фрезерных станках для обработки плоских и фасонных поверхностей: открытых, сплошных и прерывистых плоскостей, пазов, уступов, канавок, шлицев, щелей, торцов при разрезке и т. п. Основные типы фрез приведены на рис. 14.31.
Фрезы получают наименование по ряду признаков: по основным конструктивным особенностям— цилиндрические (рис. 14.31, а, б), дисковые двух- и трехсторонние (рис. 14.31, и), угловые (рис. 14.31, м), фасонные (рис. 14.31, н), прорезные и отрезные (рис. 14.31, к, л), торцовые (рис. 14.31, в, д), концевые (рис. 14.31. е, ж) и шпоночные (рис. 14.31, з) фрезы;
Рис. 14.31. Основные типы фрез
по способу образования задней поверхности зуба — незатылованные, подвергающиеся заточкам по задней поверхности (рис. 14.32, б, в, г), и затылованные фрезы, сохраняющие форму и размеры профиля при заточках по передней поверхности (рис. 14.32, а);
Рис. 14.32. Формы зубьев у затылованных (а) и незатылованных фрез с прямой (б), двуугловой (в) и криволинейной (г) спинками
- по методу крепления — концевые с коническим и цилиндрическим хвостовиками (К и Ц на рис. 14.31) и насадные фрезы, имеющие цилиндрические А или конические отверстия и торцовые Т базы крепления с продольными и поперечными шпоночными пазами П (см. рис. 14.31);
- по конструкции закрепления зубьев — цельные, изготовляемые из одной заготовки, составные неразъемные (сварные) и фрезы со вставными зубьями и ножами;
- по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по форме режущей кромки зуба — с прямым, наклонным и винтовым зубом.
Разнообразие конструкций фрез связано с условиями их применения. Для обработки открытых плоскостей на горизонтальнофрезерных станках применяют цилиндрические фрезы цельные или сборные со вставными ножами. Для обработки сплошных и прерывистых поверхностей на вертикально-фрезерных станках используют торцовые фрезерные головки. Фрезерование фасонных поверхностей производят фасонными фрезами, а обработку сопряженных плоскостей — торцовыми насадными фрезами цельными или со вставными ножами. Фрезерование пазов, уступов, полуоткрытых плоскостей осуществляют концевыми и дисковыми фрезами.
Рис. 14.33. Геометрические параметры цилиндрической фрезы (а), торцовой насадной фрезы (6) и торцовой фрезерной головки (в)
Основные поверхности и режущие кромки цилиндрической фрезы показаны на рис. 14.33, а: передняя поверхность l, спинка зуба 2, задняя поверхность 3 шириной f = 0,75—2,0 мм, ленточка 5 шириной 35°, т. е. половине главного угла в плане φ. При фрезеровании чугуна угол в плане φ уменьшают до 45—60°. При съеме припуска менее 3 мм в условиях высокой жесткости технологической системы угол в плане φ уменьшают до 30°.
14.23. Передние углы фрез цилиндрических, торцовых насадных, дисковых и концевых
Что нужно знать для правильной заточки ножей
Для того, чтобы идеально заточить нож и не испортить его, необходимо точно определить некоторые моменты. Самый важный критерий, по которому осуществляют правильную заточку.
От угла заточки зависит применение самого ножа. По такому разделению можно определить следующие классы лезвий:
Особо острые бритвы — 8-12 градусный угол. Такое лезвие позволит только бриться, иначе быстро затупливается.
Нож для нарезания филе точатся так же очень остро — от 10 до 15 градусов не больше.
Кухонные ножи домашнего пользования чаще всего точат под 20 градусным углом.
Для охотничьих ножей лезвие затачивается под 25 градусов. Он отлично режет и особо мягкие предметы и жесткие вплоть до костей.
Для консервного ножа наиболее оптимальный угол точения — 40 градусов. Однако таким ножом резать не получится.
Специализированные ножи вроде мачете предназначены не для кухонных целей, поэтому заточка их идет под углом от 30 до 50 градусов.
Зная угол заточки вашего ножа вы сможете создать идеальную заточку для него. Вы можете даже придумать, как сделать регулируемую точилку своими руками, вдохновившись идеями из нашей статьи.
Не только ножи…
Оригинальная точилка Apex мало пригодна для заточки столярного инструмента – стамесок, железок рубанков. Угол заточки у Apex’а плавает по тем же причинам, что и у Lansky-Metabo. Между тем, если угол заточки стамески по ширине лезвия «гуляет» более чем на 1-1,5 градуса, то инструмент так и норовит уехать вбок, вылезти наружу или уйти вглубь массива дерева по его волокнам. Ровно и точно выбрать такой стамеской паз под шип/гребень очень трудно.

Роликовая точилка-тележка для ножей и столярного инструмента
Для заточки столярного инструмента существуют особые приспособления, о которых и разговор нужен особый. Самоделки вроде роликовой точилки-тележки, см. рис. справа, скорее курьезы: не говоря уже о сложности, требуют каменного или стального стола, а, главное, не гарантируют от перекоса лезвия на оселке, что приводит к тому же нежелательному результату.
Между тем еще 2-3 года назад в одном из китайских журналов по техническому творчеству мелькнула доработка Apex’а для заточки, не уступающей таковой на фабричном электрическом заточном полуавтомате. Переделка не сложна, см. рис: штангу выставляют горизонтально по уровню и по нему же горизонт штанги держат, ведя заточку. В пределах угла поворота штанги в горизонтальной плоскости 10-12 градусов вправо-влево погрешность угла заточки менее 1 градуса. Если вынос точки касания от 250 мм, точить возможно стамески и железки рубанков шириной до 120 мм.
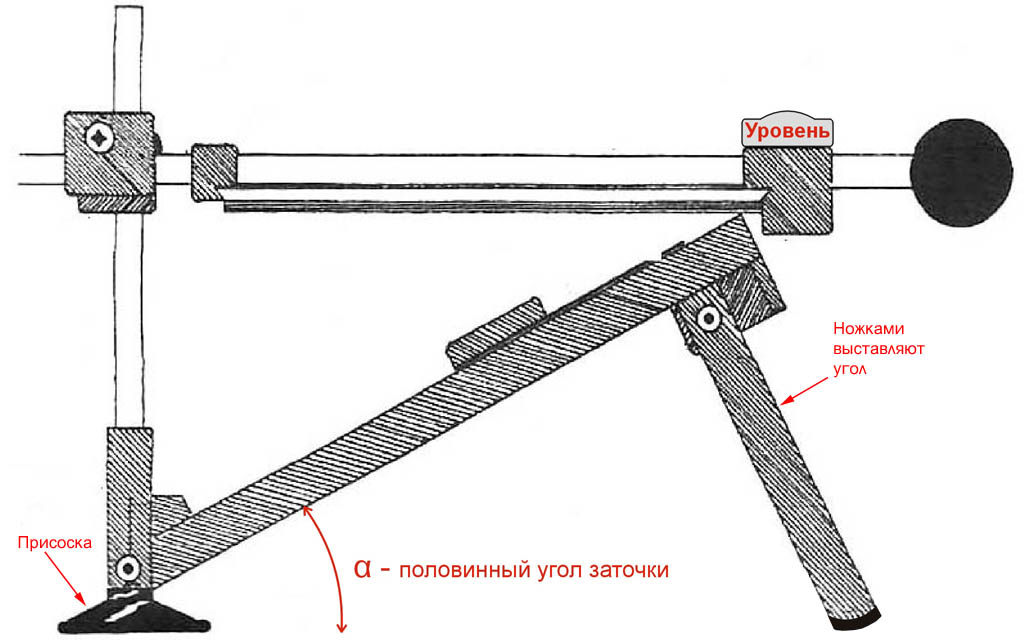
Доработка точилки для ножей Apex на повышенную точность заточки
В таком режиме работы нулевой (теоретически) погрешности угла заточки можно добиться, если держать штангу неподвижной, а двигать нож, удерживаемый магнитным держателем, см. выше. Таким образом возможно затачивать и железки фасонных рубанков, если в зажимы поставить круглый в поперечном сечении, полукруглый, эллиптический или сегментный оселок. Главное, чтобы пятно касания при этом всегда было точечным.

Доработка точилки для ножей Apex для заточки ножниц
…но и ножницы
Еще одна доработка точилки Apex для заточки ножниц (тоже дело в хозяйстве нужное) показана на рис. справа. Всего работы – пара отрезков уголка или обрезков оцинковки и 4 дополнительных отверстия в столе точилки. Как сделать своими руками приставку для заточки ножниц к точилке Скоморох, см. след. видео.
Основные правила работы
Правильная заточка ножа рубанка прежде всего зависит от того с каким материалом предстоит работать. Дело в том, что при работе с мягкими породами дерева, таким как липа, осина, сосна рекомендуется доводить угол заточки рубанка по дереву до 45-50 градусов. Для работы с породами древесины средней твердости угол заточки лезвия рекомендуется сделать в 60 градусов. При работе с твердыми породами дерева режущая кромка затачивается под углом 75-80 градусов.
Для всех типов лезвий первым этапом выступает правка на абразивном материале большой зернистости – это необходимо для того, чтобы убрать зазубрины
На этом этапе важно чтобы резец сохранил прямую форму кромки, здесь важно, чтобы по всей ширине лезвия металл снимался равномерно. Для проверки правильности заточки используется шаблонная пластина с идеально ровной поверхностью. Лезвие ставится на поверхность пластины и по просвету между режущей кромкой и плоскостью выявляются изъяны
На этом этапе можно использовать обычное точило с абразивными кругами большой и средней зернистости
Лезвие ставится на поверхность пластины и по просвету между режущей кромкой и плоскостью выявляются изъяны. На этом этапе можно использовать обычное точило с абразивными кругами большой и средней зернистости.
После того как форма режущей кромки восстановлена, проводится проверка угольником угла между боковыми гранями и режущей плоскостью. Кроме того, делается проверка шаблоном угла режущей кромки. Если обнаружены изъяны, придется процесс повторить.
Заточка рубанка на мелкозернистом камне делается на пониженных оборотах с использованием водяной ванны. Металл не должен перегреваться, иначе он потеряет свои свойства. На электрическом станке работать будет проще, если использовать широкий точильный круг и специальную приставку.
Заточка ножей для ручных рубанков
Если лезвие не имеет изъянов в виде зазубрин и сколов, и не требует изменения угла режущей кромки, то рекомендуется сразу приступать к чистовой обработке.
Сначала на точило устанавливается абразив средней зернистости. На нем делается формирование угла кромки. Полотно берется в руки и с упором на опору станка формируется под нужным углом
Здесь важно чтобы лезвие было одинаково заточено по всей ширине режущей кромки
На мелком абразиве лезвие доводится с периодическим смачиванием в воде, важно не допустить перегрева металла. Окончательная доводка делается на точильном камне высокой зернистости. Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности
Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности
Окончательная доводка делается на точильном камне высокой зернистости. Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности.
Движение по плоскости делаются плавные, лезвие прижимается с легким усилием, так, чтобы чувствовать сопротивление камня. После первичной обработки делается доводка при помощи наждачной бумаги зернистостью 1000-1200 единиц. Бумага ложится на отрезок стекла, после чего не снимая полотно с устройства, делается окончательная доводка.
Заточка ножей электрорубанков
Заточка ножей электрорубанков делается более аккуратно и точно. Дело в том, что на барабане электрорубанка их устанавливается два, и если нарушить балансировку, сняв с одного больше металла при заточке, чем с другого, в процессе работы нарушится балансировка барабана и уже придется ремонтировать весь рубанок. Второй момент заключается в том, что многие модели рубанков с ножами толщиной 5 мм в качестве режущего инструмента применяют пластины из специальной стали, что требует точности при работе. Для такого инструмента применяются специальные абразивы для победитовых пластин.
Ножи для электрорубанков сразу зажимаются в устройстве для заточки, поскольку правильно удержать их в руках очень сложно. Работа производится на мелкозернистом абразиве с применением водяной ванны.
Механизм фиксации
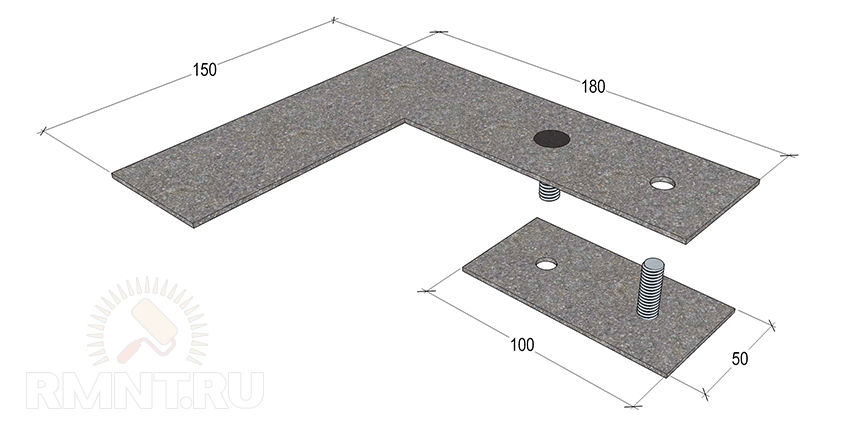
Вторая часть подручника — прижимная планка. Она также изготавливается из двух деталей:
- Верхняя Г-образная планка 150х180 мм с шириной полок около 45–50 мм.
- Нижняя ответная планка прямоугольной формы 50х100 мм.
Детали нужно сложить наподобие того, как складывались части подручника, располагая ответную планку у дальнего края верхней прижимной. По центру проделываем два отверстия с отступом в 25 мм от краёв маленькой детали, через них стягиваем детали двумя 8 мм болтами. Заводить их нужно в противоположных направлениях, при этом шляпка верхнего (ближнего) болта располагается со стороны прижимной планки. Шляпки болтов также привариваются к пластинам и предварительно шлифуются до получения аккуратных скруглений.
На наклонной дощечке с отступом в 40 мм от края проведите рейсмусом линию, и изготовьте по одному 8 мм отверстию в 25 мм от верхнего и нижнего краев. Соедините разметкой края отверстий и лобзиком сделайте пропил с припуском. Полученный паз доведите напильником до ширины 8,2–8,5 мм.
Скрепите прижимную и ответную планку через паз в дощечке. Выступающий сверху болт затяните гайкой так, чтобы планка сохраняла минимальную подвижность, затем законтрите соединение второй гайкой. Для прижима или отпуска планки снизу (в нише основания) накрутите на второй болт гайку-барашек.








